|
by Bernard Martin Unlock the full potential of your composite machining with Decatur Diamond's high-performance cutting tools! From carbon fiber and glass fiber reinforced polymers to metal matrix composites, their extensive range includes versatile routers, honeycomb routers, compression routers, diamond cut routers, and drilling products. Engineered for precision, durability, and efficiency, their tools minimize delamination and fiber pullout while ensuring clean, precise cuts and extended tool life. Discover why Decatur Diamond is the industry leader in advanced tooling solutions for composite materials.  Decatur Diamond offers a broad range of tools for matching composites. Show here from right to left:End mIlls, Compression Router, Honeycomb Router, Diamond Coated Turning Inserts, Router and Drills. Decatur Diamond offers an extensive range of high-performance cutting tools optimized for machining composite materials, including carbon fiber reinforced polymer (CFRP), glass fiber reinforced polymer (GFRP), and metal matrix composites (MMC). These advanced tools allow for the efficient machining of large parts, reducing tooling changeovers and overall costs. By tailoring super hard materials such as coated CVD, CVD, and PCD fabricated tools, Decatur Diamond meets the unique challenges of machining composites. Below is an overview of our specific product lines that make Decatur Diamond's tools unique in the industry.  Decatur Diamond's Diamond Coated End Mills Decatur Diamond's Diamond Coated End Mills Diamond Coated End Mills Decatur Diamond 's Diamond Coated End Mills are designed for high-performance machining of non-ferrous materials. With potentially the best diamond adhesion in the coated tool industry, these tools offer coating thickness and crystal size options to meet various application requirements. Available in square, corner rounding, ball, and profiling geometries, these end mills ensure superior performance and tool life. Sizes start from 0.015” (1mm) and can be customized for special applications.
 Decatur Diamond's Diamond Coated Inserts Decatur Diamond's Diamond Coated Inserts Diamond Coated Inserts Decatur Diamond 's Diamond Coated Inserts are available in common ISO & ANSI standards, as well as in milling insert forms. These inserts come with various coating thickness and crystal size options to meet different application needs, ensuring high performance and durability. Geometries include CCMT, CNMP, DCMT, DNMP, TCMT, TPG, TPGH, VBMT, VBMW, and VNMP styles
 Decatur Diamond’s Versatile Router Decatur Diamond’s Versatile Router Versatile Router Decatur Diamond’s Versatile Router is designed for a wide range of composite materials, providing excellent performance and durability. These routers are particularly effective in minimizing delamination and fiber pullout, ensuring clean and precise cuts. The versatile design allows for adaptability in various applications, reducing the need for multiple tools and streamlining the machining process.  Decatur Diamond’s Honeycomb Router Honeycomb Router Decatur Diamond ’s Honeycomb Router is specifically engineered for machining honeycomb structures, which are common in aerospace and other high-performance industries. These routers are designed to maintain the structural integrity of the honeycomb material while providing smooth and accurate cuts. The unique geometry and cutting edge design minimize fraying and ensure a longer tool life.  Decatur Diamond Compression Router Compression Router The Compression Router from Decatur Diamond is optimized for machining layered composite materials. It features a unique compression design that pushes the material toward the center of the tool, preventing delamination on both the top and bottom surfaces of the workpiece. This tool is ideal for applications requiring high surface finish and precision.  Decatur Diamond's Diamond Cut Router Diamond Cut Router The Decatur Diamond Diamond Cut Router is known for its exceptional cutting capabilities and long tool life. With diamond-coated edges, this router offers superior wear resistance and performance when machining abrasive composite materials. It is perfect for high-volume production environments where tool longevity and consistent performance are critical.  Diamond Coated Drills Diamond Coated Drills Diamond Coated Drills Decatur Diamond offers a comprehensive line of diamond-coated carbide drills designed for non-ferrous and composite material applications. These drills, available in a variety of geometries and coating thickness options, ensure superior performance and extended tool life. The optimized tool geometries ensure superior performance and extended tool life, making them ideal for drilling precise holes in challenging materials. With diameters ranging from 0.028” to 0.750” (1mm to 12.50mm), including most letter, #, and wire sizes, they are ideal for precision drilling in challenging materials.
Decatur Diamond’s commitment to innovation and quality makes our tools the preferred choice for machining composite materials. With tailored solutions and a focus on reducing operational costs, our high-performance tools help you achieve superior results in your machining processes.
0 Comments
Heritage Cutter is the parent company to the iconic metalcutting industry names Brubaker, Data Flute, Decatur Diamond and Weldon Tool each with their own specialization in cutting tools Written & edited by Bernard Martin  Heritage Cutter is the parent company to the iconic metalcutting industry names Brubaker, Data Flute, Decatur Diamond and Weldon Tool. Each of these companies names reflect their longstanding reliability, quality and commitment to industry has made them a trusted source to distributors and manufacturers for generations. Each of these companies has had a niche place in the market as well as some product overlap over over the last few decades. In order to clarify where each brand fits under the Heritage Cutter umbrella, and to set a strategic outlook, Heritage Cutter has outlined the speciality areas that each of the brands it taking moving into the future. Data Flute: Pioneering High-Performance Carbide Round Tools Since 1976 Data Flute, a distinguished brand under the Heritage Cutter umbrella, has been a stalwart leader since its inception in 1976. Known for its unwavering commitment to excellence, Data Flute has carved a niche as a premier designer and manufacturer of both standard and special high-performance solid carbide cutting tools. The mantra, "The most demanding machinists demand Data Flute!" encapsulates the brand's dedication to meeting and exceeding the expectations of machinists who demand nothing but the best. Over nearly five decades, Data Flutee has established itself as a trusted name synonymous with high-performance, application-specific carbide cutting tools. 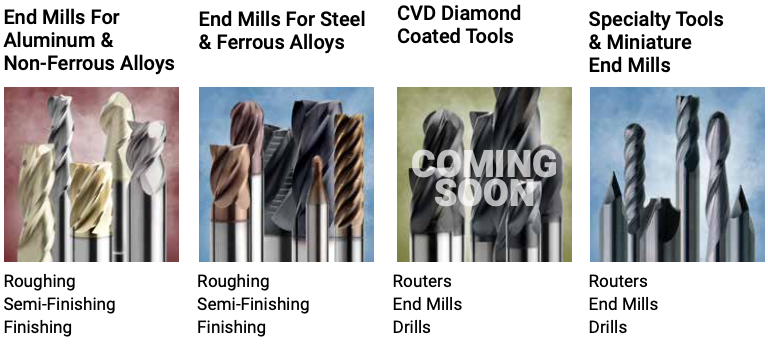 Data Flute's product portfolio is a testament to its expertise, offering a comprehensive range of carbide round tools meticulously crafted to cater to diverse machining needs. From end mills tailored for aluminum and non-ferrous alloys to those designed for steel and ferrous alloys, Data Flute's offerings span roughing, semi-finishing, and finishing applications.The brand goes even further with its CVD Diamond Coated Tools, encompassing routers, end mills, and drills, showcasing its commitment to cutting-edge technologies. Additionally, Data Flute provides specialty tools and miniature end mills, catering to intricate and specialized machining requirements. The cornerstone of Data Flute's success lies in its state-of-the-art manufacturing facility in Pittsfield, MA. This facility serves as the epicenter of innovation, housing not only the manufacturing operations but also the brand's R&D machining test center and customer support. This consolidated setup enables Data Flute to provide a seamless experience to its customers, ensuring that design, testing, and support are all under one roof. At Data Flute, the commitment extends beyond the production line. The brand is dedicated to high-performance machining, a philosophy reflected in its comprehensive suite of tools, factory support, and field support. The team at Data Flute is driven by a shared desire to collaborate with customers, understanding their unique challenges, and working together to maximize cutting tool productivity. Brubaker: Brubaker Tool: A Legacy of Excellence in Taps and Threading Products Since 1881 For over 140 years, Brubaker Tool, a distinguished member of the Heritage Cutter family, has been a cornerstone in the industry, proudly serving with high-performance, special, and standard taps & threading tools. Established in 1881 in Millersburg, PA, Brubaker Tool began its journey by supplying taps to the burgeoning railroad industry, laying the foundation for a legacy that has endured for over a century. The commitment to excellence is etched in the very fabric of Brubaker Tool. With a wealth of experience, the brand has evolved to become a leading source of American-made industrial cutting tools. Over the years, Brubaker has built upon its enduring stability, reliability, and unwavering commitment to quality, earning its status as a trusted source for distributors and manufacturers for generations. 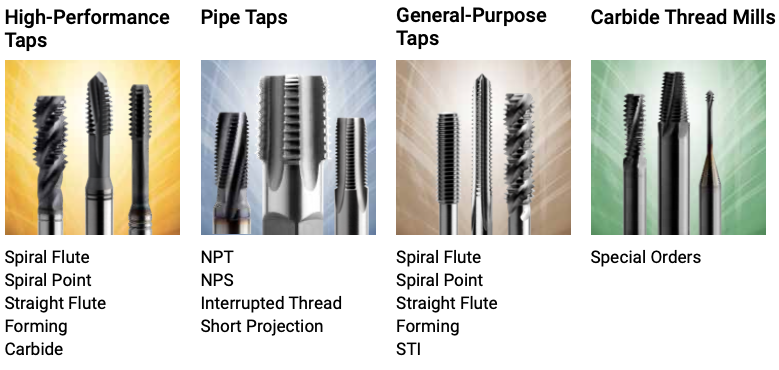 Brubaker Tool's extensive product offerings include an array of high-performance taps, showcasing versatility and precision. From spiral flute, spiral point, straight flute, forming, to carbide taps, Brubaker Tool caters to the diverse needs of the industry. The brand also specializes in pipe taps, covering NPT, NPS, interrupted thread, and short projection variations. General-purpose taps, including spiral flute, spiral point, straight flute, forming, and STI, further demonstrate Brubaker's dedication to meeting the threading requirements of various applications. Carrying the torch of tradition into the modern era, Brubaker Tool continues to innovate with carbide thread mills, available for special orders, showcasing the brand's adaptability to evolving industry needs. Despite the significant changes witnessed over the last 140 years, Brubaker Tool's steadfast commitment to providing the finest taps and threading tools remains unwavering. The brand's long-standing stability, reliability, and quality have positioned it as a reliable partner in the ever-evolving landscape of industrial cutting tools. Brubaker Tool's legacy is not just a chronicle of the past, but a testament to its enduring commitment to excellence. With a rich history and an eye on the future, Brubaker Tool remains a trusted name, embodying the values of stability, reliability, and quality that have defined it for over a century. Weldon: Blending Tradition and Innovation in Quality Cutting Tools Since 1918 In the specialized tapestry of Heritage Cutter's family of companies, Weldon Tool stands as a beacon of craftsmanship, quality, and a commitment to customer service that has endured since its founding in 1918. Rooted in a legacy that spans over a century, Weldon Tool has evolved into a trusted source for quality high-speed steel (HSS), cobalt, and carbide round tools, with a distinct emphasis on engineered specials. From its humble beginnings as a two-man shop in downtown Cleveland, Ohio, Weldon Tool has grown into a powerhouse, designing, manufacturing, and delivering a diverse range of cutting tools. The original dedication to craftsmanship and quality that marked its inception remains a constant thread woven into the fabric of the company. 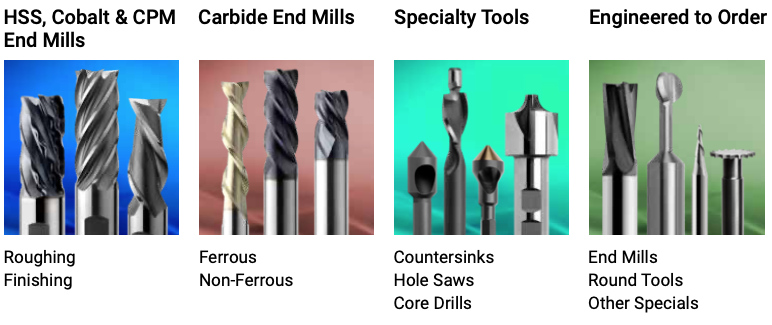 Weldon Tool's product offerings reflect a comprehensive understanding of the diverse needs of the industry. The range includes HSS, cobalt, and CPM end mills for both roughing and finishing applications, underscoring the brand's commitment to versatility. Carbide end mills designed for ferrous and non-ferrous materials showcase Weldon's expertise in adapting to evolving machining requirements. Specialty tools such as countersinks, hole saws, and core drills further demonstrate the brand's dedication to providing a holistic solution for cutting challenges. Weldon Tool's focus on engineered to order solutions, including end mills, round tools, and other specials, positions it as a go-to partner for those seeking customized cutting tools. For the past two decades, Weldon Tool has been co-located with Brubaker Tool in Millersburg, PA, reflecting a strategic alignment within the Heritage Cutter family. The synergy between these companies has not only provided operational efficiency but has also allowed Weldon to maintain its traditional commitment to quality while embracing the demands of modern manufacturing. In many ways, Weldon Tool represents a harmonious blend of the old and the new. While remaining steadfast in its dedication to traditional end mills and specialty products in HSS, cobalt, and CPM, Weldon is simultaneously steering towards the future with a pronounced focus on custom tools and engineered specials. This forward-looking approach ensures that Weldon Tool continues to be a dynamic force in the cutting tool industry, adapting to the ever-changing needs of its customers and the evolving landscape of precision machining. Decatur Diamond: Your Trusted Source for Diamond and PcBN Tools Nestled within the Heritage Cutter family of companies, Decatur Diamond is the home of innovation and expertise in diamond-based cutting tools. The brand's lineage is intricately tied to some of the earliest adoptions of diamond-based technologies in the cutting tool industry, showcasing a history marked by success and innovation. Under the banner of "When every cut counts, count on Decatur Diamond," this brand is dedicated to delivering diamond and PcBN-based cutting tools. With a comprehensive range covering indexable milling cutters, fixed pocket brazed tools, complex monobloc solutions, and CVD diamond-coated tools. At the forefront of Decatur Diamond's contributions is the Ultra-Mill, an early and remarkably successful indexable platform for diamond tools. This innovation underscored the brand's commitment to pushing the boundaries of what was possible in the realm of cutting materials. Similarly, the DIAbide line emerged as one of the original CVD diamond carbide round tool brands, solidifying Decatur Diamond's reputation as a trailblazer in the industry. 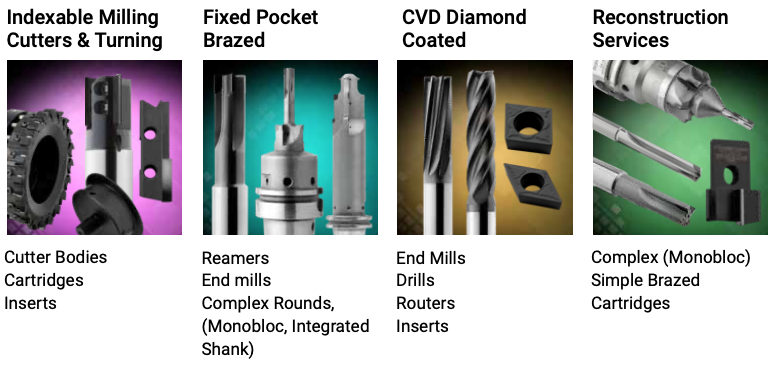 As the landscape of cutting tools evolved, so did Decatur Diamond's portfolio. The addition of fixed-pocket brazed tools and complex monobloc solutions further expanded the brand's capabilities, offering a comprehensive suite of options to meet the diverse needs of precision machining. Decatur Diamond not only focuses on advancing technology but also places a significant emphasis on service. The brand goes beyond the design and manufacture of new tools, offering reconstruction services with an equal measure of dedication and enthusiasm. This commitment to providing comprehensive solutions showcases Decatur Diamond's holistic approach to meeting the varied demands of its customers. Being a full-service diamond tooling company, Decatur Diamond houses all its engineering, product support, customer service, and reconstruction services in its Decatur, IN facility. This centralized hub ensures seamless collaboration between different facets of the operation, promoting efficiency and excellence in every aspect of service delivery. Decatur Diamond's rich history and ongoing commitment to innovation make it a vital component within the Heritage Cutter family. Its legacy of pushing the boundaries of diamond-based technologies, coupled with a dedication to comprehensive service offerings, positions Decatur Diamond as a dynamic force in the cutting tool industry. As the industry continues to evolve, Decatur Diamond remains at the forefront, ready to shape the future of precision machining with its cutting-edge solutions and unwavering commitment to excellence.  Heritage Cutter's strategic approach to housing these specialized brands showcases its unwavering dedication to providing cutting-edge solutions to an array of industries. With a legacy spanning over a century, Heritage Cutter continues to lead the way in the ever-evolving landscape of cutting tool technologies.
Decatur Diamond CVD coated diamond tools are a perfect match for machining glass fiber composites. The very abrasive characteristics of composite materials severely limit the life of both carbide and PCD diamond tools.  Decatur Diamond carries a large variety of high performance cutting tools optimized for machining composite materials such as carbon fiber reinforced polymer (CFRP), glass fiber reinforced polymer (GFRP), and metal matrix composites (MMC). Tools with diamond on the surface wear longer and have a lower coefficient of friction. These characteristics provide substantial benefit to machining operations. Because CVD diamond tools last 10-50 times longer than carbide tools, and 3-4 times PCD diamond tools they:
The low friction of CVD diamond tools permit using speeds higher than both carbide and PCD – again contributing to higher productivity – with no degradation of the surface quality or tool life. The consistently sharp edge and lower friction allows delicate, thin wall sections to be machined quickly and precisely. The sharp and long wearing edge also puts lower stresses on the part, fixturing, and equipment. Since CVD diamond has no cobalt binder to break down or abrade away they offer the longest possible tool life. Glass fiber composites can be machined successfully with diamond coated endmills if resin melting and chip evacuation are carefully controlled. Observance of the following guidelines should yield tool lifetimes of approximately 10 times the equivalent carbide tool. Resin MeltingSpeeds and feeds must be adjusted to avoid melting or softening the resin in composite materials. This means that feeds must be 0.001” ipt or greater with larger diameters and speeds should be kept at 400-500 sfm for G10 or FR4 type materials. As the depth of cut increases the cutting speeds should be reduced to below 400 to minimize heat buildup in the chips. For shallow depths of cut, feeds can be up to 0.010” ipt for 1/2” diameter tools. Maximum feed rates are a function of the depth of cut and limited by the tool strength for a given diameter. Chip evacuationFor slot depths exceeding more than 1/2 the diameter of the endmill the evacuations of chips from the slot becomes extremely important. Failure to adequately remove chips can cause breakage of the carbide under the diamond film on the flute edge and subsequent catastrophic failure of the tool. The use of 2-flute tools and moderate-to-high feed rates is highly recommended to insure good chip flow. Air flow into the cut and vacuum evacuation of chips from the cutting area are also recommended. Additional life improvements can be obtained by using a corner radius or ball end tool for the initial cut and then following up with a square end tool with a much shallower cut to achieve the final dimensions. For side cutting applications there is also an issue with chip evacuation if the radial depth of cut exceeds 1/4 of the tool diameter for a 4-flute tool or 2/3 the diameter for a 3-flute tool. Maximum tool life and production rates are generally achieved with 2-flute tools operated at high feed rates for most side cutting applications. Machining Parameters: recommended parameters for sidecutting are listed in the following chart for various flute configurations. Recommendations are based on a cutting speed of 400- 500 sfm and a diameter of the tool greater than or equal to the material thickness. Larger radial depth of cuts are possible if the material is substantially thinner than the tool diameter. 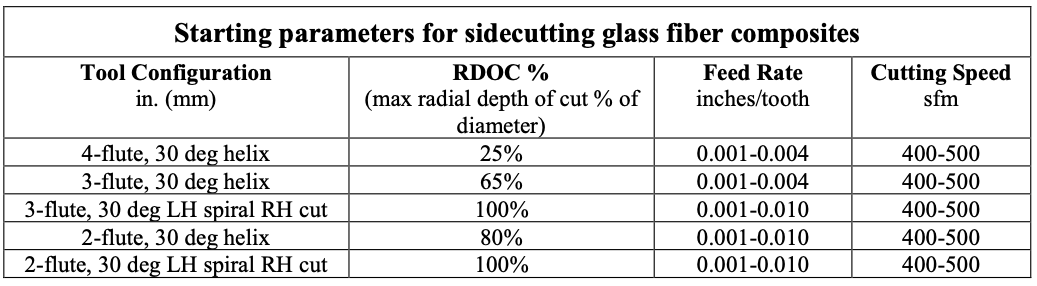 Machining Parameters: recommended parameters for slotting are listed in the following chart for various flute configurations. Recommendations are based on a cutting speed of 400-500 sfm and a full width slot which does not penetrate the full thickness of the material thickness. See sidecutting chart for slots which penetrate the full material thickness. 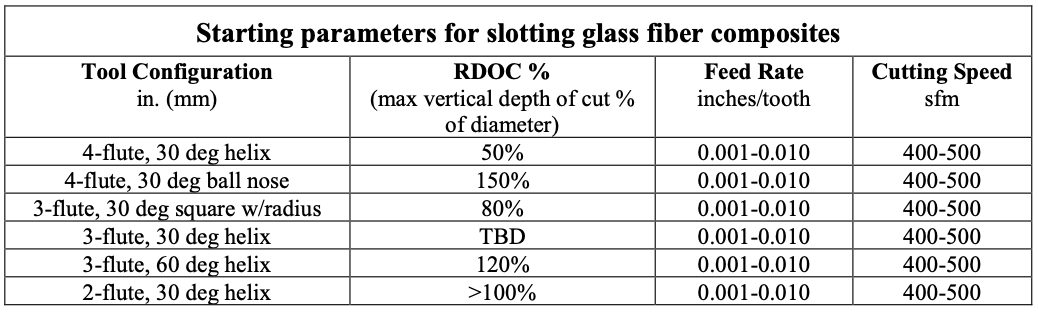 Note: VDOC’s greater than 100% of the tool diameter are listed for informational purposes only and are not recommended for normal operation Decatur Diamond carries a large variety of high performance cutting tools optimized for machining composite materials such as carbon fiber reinforced polymer (CFRP), glass fiber reinforced polymer (GFRP), and metal matrix composites (MMC).
Decatur Diamond products provide the opportunity to machine large parts while minimizing tooling changeovers and ultimately reducing your costs. They can tailor our super hard materials for the challenges at hand with coated CVD, CVD and PCD fabricated tools. Contact us with quesitons!  Decatur Diamond has a complete line of precision cutting tools specifically designed for machining graphite. The tool geometries are optimized for such applications as electrodes, molds, and hydrogen fuel cells. These designs provide excellent cutting performance while not sacrificing tool life. Fewer changeovers and more time in the cut promote long runs and application automation for improved cost savings. CVD coated diamond tools are a perfect match for machining the graphite moldforms for EDM. The abrasive nature of EDM graphite grades severely limit the life of carbide tools, and PCD diamond tools are not available in the configurations required for detailed moldmaking. Tools with diamond on the surface wear longer and have a lower coefficient of friction. These characteristics provide substantial benefit to machining operations. Because diamond tools last 10 to 50 times longer than carbide tools, they:
When cutting graphite, most tool wear is caused by the abrasive nature of the graphite structure rather than by the material temperature or cutting speed. Unlike metal cutting, there is no heat generated when machining graphite, so tool speed is typically not seen as a wear factor. This distinction warrants the need for an abrasion resistant tool surface such as CVD diamond. Because small feeds and depths of cut do not lead to increasing the amount of material chipping, tool wear will advance rapidly with light feed, but stabilize as feed is increased. Therefore, in addition to increasing the volume of material removed, increasing feed can extend tool life. The depth of cut should not exceed one-half of an insert’s leg length or one-third of an endmill’s diameter. These parameters will minimize breakage at the exit of a cut. Tool life is determined by the quality of the cutting edge and the thickness of the diamond layer at the cutting edge. A tool will go through a break in period that refines the cutting edge, resulting in an improved surface finish. This will be followed by a prolonged period of consistent performance and a gradual wearing of the diamond layer. End-of-life occurs when the diamond wears through, revealing the carbide substrate or when the diamond surface becomes chipped or fractured.  Endmilling Tool configuration: use square endmills with a small radius whenever possible. Diamond tools are more brittle than carbide tools and sharp corners may break upon entry into a cut at high feed rates. A radius of 0.010” to 0.015” will greatly strengthen the tool, providing extra durability. For roughing at high feed rates 2-flute endmills should be used to minimize the possibility of tool breakage from flute packing. For general purpose and finish cutting use 4 flutes. Improved surface finish and longer life usually result from multiple flutes in finishing operations. Chipping: to avoid chipping, several techniques can be employed. Milling a short distance at the exit side of the part before starting the cut is very effective in avoiding breakout, just as chamfering the end of a cylinder is for turning. Lowering feed rates will lessen chipping upon exit, but directly affects productivity. Tool rotation can be used to lessen exit edge chipping for flat surfaces by using climb milling rotation rather than conventional milling rotation. Feed rate: it is important to keep the tool engaged in the cut. If the feed rates drop too low (<.0001 to .0005” or <.00025 to .013mm) the tool tends to burnish the part, rather than cut. This can cause rapid tool wear. When calculating the correct RPM for chip load at a given traverse speed it is important to consider if the machine is ever reaching the optimum traverse speed. It can take 1⁄2” or more to reach a high traverse speed. If the tool path has a lot of small adjustments, reduce RPM’s as the tool is never reaching the full traverse speed. Machining Parameters: starting conditions vary considerably; 2000 SFM and 0.004” per flute per revolution is a conservative start point for 1⁄4” and larger endmills. 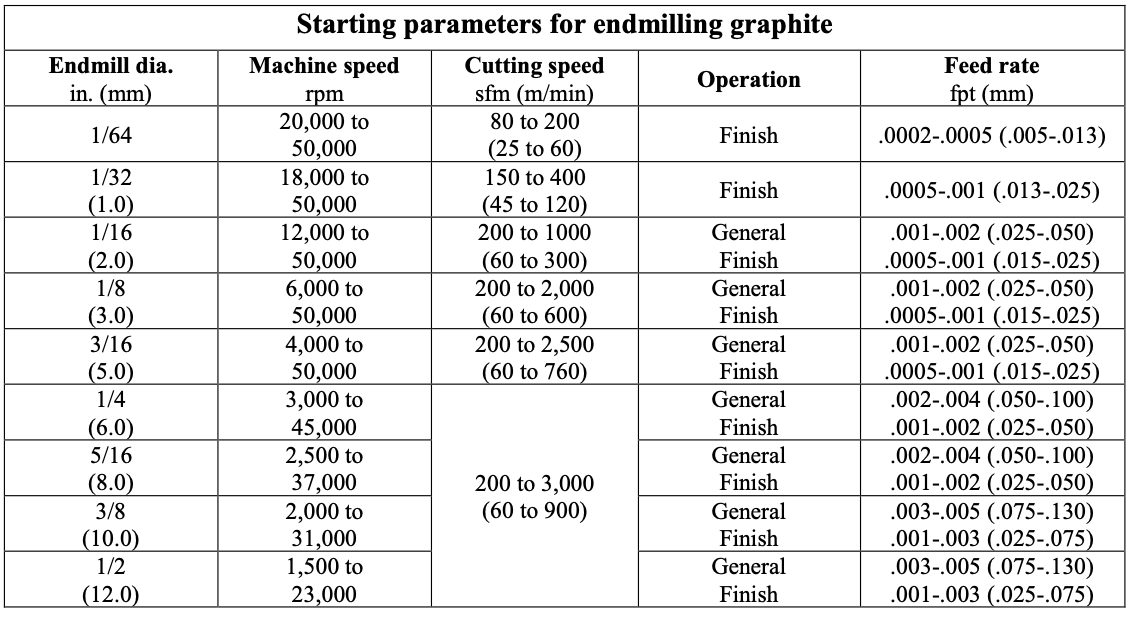 Drilling Dust removal: particular care should be used to clear the machining dust from holes during drilling. Proper removal will allow using higher spindle speed as well as reducing drill wear. Machining Parameters: the table below shows starting machining parameters for drilling graphite. As are all applications, these conditions will vary according to the grade of the graphite being machined and the set-up and dust removal practices. 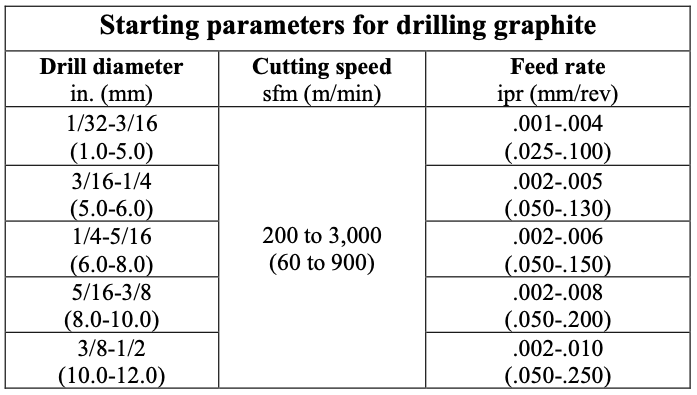 Profiling Machining Parameters: the table below shows starting machining parameters for Dapra & Millstar style ball nose, flat bottom, and back draft profiling cutters. 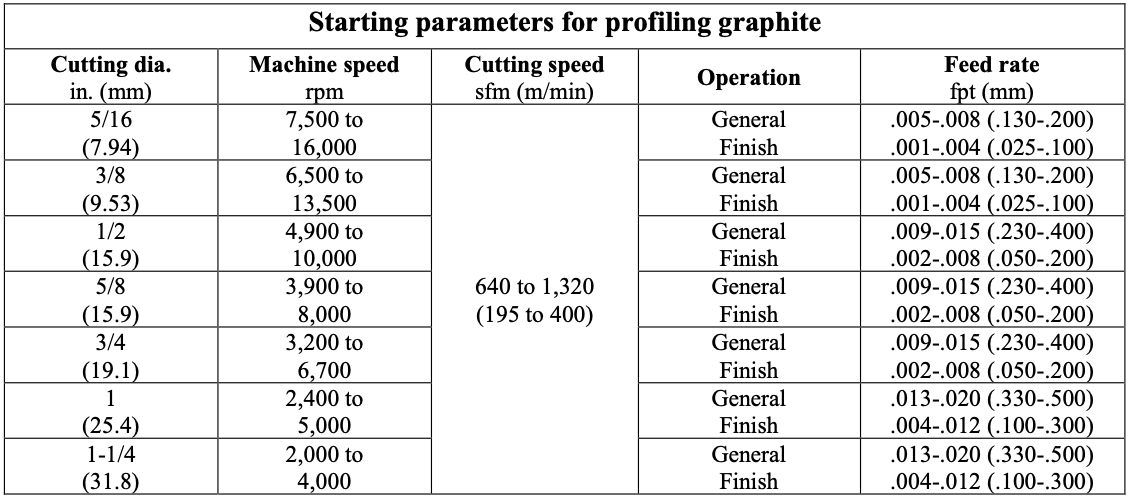 Turning and milling with inserted cutters Tool configuration: perishable inserts with 1/64” to 1/32” nose radii are most effectively used for turning and milling graphite. A positive rake insert with a finish ground flank is preferred. Surface finish: finish can be improved be selecting the appropriate tool geometry and feed rates. Larger nose radii will improve finish, but with increased tool pressure. A smaller nose radius will relieve pressure, but feed must be reduced to achieve comparable surface finish. DOC will not affect surface finish unless it causes excess tool pressure resulting in vibration, or if it is too light (under 0.005”) to remove an adequate amount of material. Breakout: breakout at the end of a pass is always a concern. This can be avoided by having a chamfer cut on the end of the part to ease exit of the tool or provide stock which can be later cut off. Avoid square-nosed cut-off tools to prevent breaking prior to completion of the cut. A 20- degree angle is recommended. Turning Workpiece configuration: when machining long rods and cylinders, higher speeds and depths of cut can be employed with higher strength graphite materials. Depth of cut: DOC should always be maximized when possible without incurring distortion of the part. When distortion is present, feed and DOC must be adjusted. Lower feed rates will allow holding deeper cuts. Feed rates of 0.005” per revolution for roughing and between 0.001” to 0.003”: for finishing might be necessary. Deeper cuts always generate higher pressures and larger fracturing particles, thereby producing rougher surface finishes. Machining Parameters: the table below shows starting machining parameters for general purpose and finish turning. 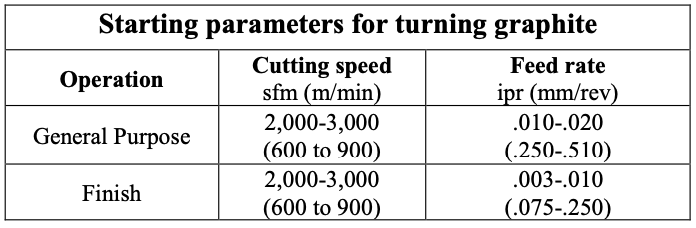 Milling Workpiece configuration: when milling large surfaces or volumes, higher speeds and depths of cut can be employed. Use higher strength graphite materials when there are thin walls involved. Depth of cut: DOC should always be maximized when possible, to reduce multiple passes. Lower feed rates will allow holding deeper cuts. Feed rates of 0.004”/tooth/revolution for roughing and between 0.0005” to 0.002”/tooth/revolution for finishing might be necessary. Multiple cutters: for multiple-pocket milling cutters it is recommended that axial alignment be used to align all inserts within +/-0.0002” for best results. This will improve surface finish and reduce insert wear, as all the inserts will be cutting equally. Machining Parameters: the table below shows starting machining parameters for general purpose and finish turning. 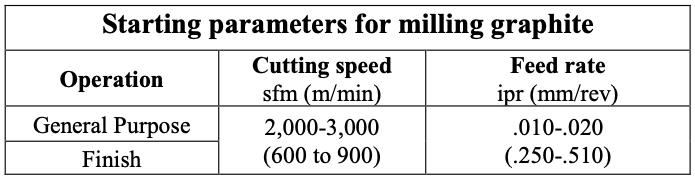 Tech Tips: Decatur Diamond  CVD coated diamond tools are a perfect match for machining carbon fiber composites (CFC) such as carbon fiber reinforced polymer (CFRP). The very abrasive characteristics of composite materials severely limit the life of both carbide and PCD diamond tools. Tools with diamond on the surface wear longer and have a lower coefficient of friction. These characteristics provide substantial benefit to machining operations. Because CVD diamond tools last 10-50 times longer than carbide tools, and 3-4 times PCD diamond tools they:
The low friction of CVD diamond tools permit using speeds higher than both carbide and PCD – again contributing to higher productivity – with no degradation of the surface quality or tool life. The consistently sharp edge and lower friction allows delicate, thin wall sections to be machined quickly and precisely. The sharp and long wearing edge also puts lower stresses on the part, fixturing, and equipment. Since CVD diamond has no cobalt binder to break down or abrade away they offer the longest possible tool life. Carbon fiber composites can be machined successfully with diamond coated endmills if resin melting and chip evacuation are carefully controlled. Observance of the following guidelines should yield tool lifetimes of approximately 10 times the equivalent carbide tool. Resin Melting: Speeds and feeds must be adjusted to avoid melting or softening the resin in composite materials. This means that feeds must be 0.001” ipt or greater with larger diameters and speeds should be kept at 400-500 sfm for most types of materials. As the depth of cut increases the cutting speeds should be reduced to below 400 to minimize heat buildup in the chips. For shallow depths of cut, feeds can be up to 0.010” ipt for 1/2” diameter tools. Maximum feed rates are a function of the depth of cut and limited by the tool strength for a given diameter. Chip Evacuation: For slot depths exceeding more than 1/2 the diameter of the endmill the evacuations of chips from the slot becomes extremely important. Failure to adequately remove chips can cause breakage of the carbide under the diamond film on the flute edge and subsequent catastrophic failure of the tool. The use of 2-flute tools and moderate-to-high feed rates is highly recommended to insure good chip flow. Air flow into the cut and vacuum evacuation of chips from the cutting area are also recommended. Additional life improvements can be obtained by using a corner radius or ball end tool for the initial cut and then following up with a square end tool with a much shallower cut to achieve the final dimensions. For side cutting applications there is also an issue with chip evacuation if the radial depth of cut exceeds 1/4 of the tool diameter for a 4-flute tool or 2/3 the diameter for a 3-flute tool. Maximum tool life and production rates are generally achieved with 2-flute tools operated at high feed rates for most side cutting applications. Sidecutting Machining Parameters: Recommended parameters for sidecutting are listed in the following chart for various flute configurations. Recommendations are based on a cutting speed of 400-500 sfm and a diameter of the tool greater than or equal to the material thickness. Larger radial depth of cuts are possible if the material is substantially thinner than the tool diameter. 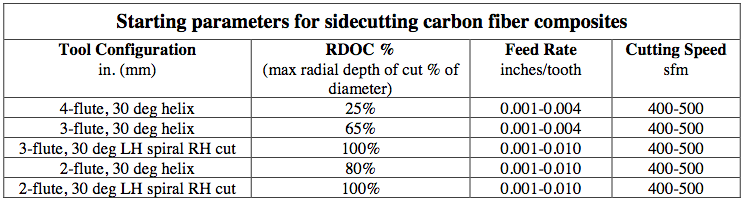 Slotting Machining Parameters: The recommended parameters for slotting are listed in the following chart for various flute configurations. Recommendations are based on a cutting speed of 400-500 sfm and a full width slot which does not penetrate the full thickness of the material thickness. See the sidecutting chart above for slots which penetrate the full material thickness. 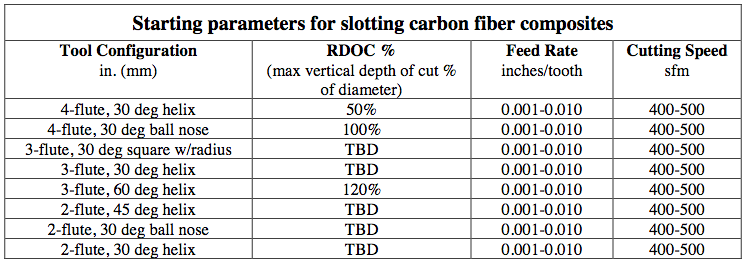 Note: VDOC’s greater than 100% of the tool diameter are listed for informational purposes only and are not recommended for normal operation.
|
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
June 2024
Categories
All
|
 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|