|
Tech Tips: Decatur Diamond  CVD coated diamond tools are a perfect match for machining carbon fiber composites (CFC) such as carbon fiber reinforced polymer (CFRP). The very abrasive characteristics of composite materials severely limit the life of both carbide and PCD diamond tools. Tools with diamond on the surface wear longer and have a lower coefficient of friction. These characteristics provide substantial benefit to machining operations. Because CVD diamond tools last 10-50 times longer than carbide tools, and 3-4 times PCD diamond tools they:
The low friction of CVD diamond tools permit using speeds higher than both carbide and PCD – again contributing to higher productivity – with no degradation of the surface quality or tool life. The consistently sharp edge and lower friction allows delicate, thin wall sections to be machined quickly and precisely. The sharp and long wearing edge also puts lower stresses on the part, fixturing, and equipment. Since CVD diamond has no cobalt binder to break down or abrade away they offer the longest possible tool life. Carbon fiber composites can be machined successfully with diamond coated endmills if resin melting and chip evacuation are carefully controlled. Observance of the following guidelines should yield tool lifetimes of approximately 10 times the equivalent carbide tool. Resin Melting: Speeds and feeds must be adjusted to avoid melting or softening the resin in composite materials. This means that feeds must be 0.001” ipt or greater with larger diameters and speeds should be kept at 400-500 sfm for most types of materials. As the depth of cut increases the cutting speeds should be reduced to below 400 to minimize heat buildup in the chips. For shallow depths of cut, feeds can be up to 0.010” ipt for 1/2” diameter tools. Maximum feed rates are a function of the depth of cut and limited by the tool strength for a given diameter. Chip Evacuation: For slot depths exceeding more than 1/2 the diameter of the endmill the evacuations of chips from the slot becomes extremely important. Failure to adequately remove chips can cause breakage of the carbide under the diamond film on the flute edge and subsequent catastrophic failure of the tool. The use of 2-flute tools and moderate-to-high feed rates is highly recommended to insure good chip flow. Air flow into the cut and vacuum evacuation of chips from the cutting area are also recommended. Additional life improvements can be obtained by using a corner radius or ball end tool for the initial cut and then following up with a square end tool with a much shallower cut to achieve the final dimensions. For side cutting applications there is also an issue with chip evacuation if the radial depth of cut exceeds 1/4 of the tool diameter for a 4-flute tool or 2/3 the diameter for a 3-flute tool. Maximum tool life and production rates are generally achieved with 2-flute tools operated at high feed rates for most side cutting applications. Sidecutting Machining Parameters: Recommended parameters for sidecutting are listed in the following chart for various flute configurations. Recommendations are based on a cutting speed of 400-500 sfm and a diameter of the tool greater than or equal to the material thickness. Larger radial depth of cuts are possible if the material is substantially thinner than the tool diameter. 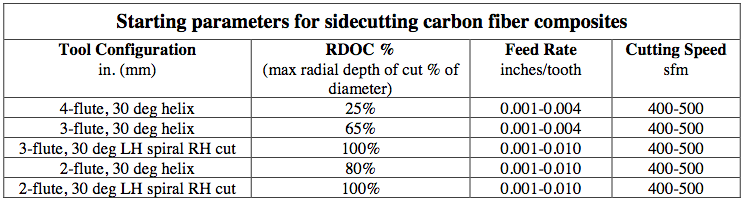 Slotting Machining Parameters: The recommended parameters for slotting are listed in the following chart for various flute configurations. Recommendations are based on a cutting speed of 400-500 sfm and a full width slot which does not penetrate the full thickness of the material thickness. See the sidecutting chart above for slots which penetrate the full material thickness. 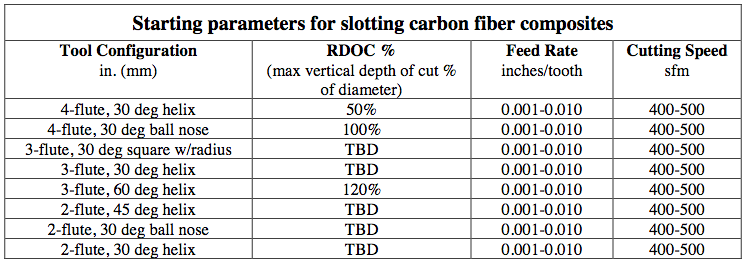 Note: VDOC’s greater than 100% of the tool diameter are listed for informational purposes only and are not recommended for normal operation.
10 Comments
3/23/2020 01:44:01 am
What about a waterjet? Typically much more expensive but I wonder how cleanly it would cut through. 4/7/2022 06:41:27 am
I am really happy with your blog because your article is very unique and powerful for new readers 4/7/2022 07:31:46 am
This is extremely informative. Thank you for this post. I love how you have broken it down to make it easy for the readers to take these best practices and put it into their day-to-day life right away! 4/8/2022 06:22:32 am
I was searching on google for a unique article I read your article this is very unique and helpful 5/25/2022 01:52:23 pm
Your blog is informative and helpful for the readers. And I hope you write about new topics 7/18/2022 02:35:41 pm
very nice submit, I definitely love this website, keep on it <a href="https://www.digitalwayss.com/virtual-assistant-gets-a-samsung-sam-rule-34/">sam-rule-34</a> 11/10/2022 11:03:28 pm
Thanks for your helpful information! Visit : <a href="https://www.digitaltechhubs.com/p/write-for-us.html">Technology write for us</a> Leave a Reply. |
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
June 2024
Categories
All
|
 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|