IMTS Preview of Products fRom Blue Photon, Dorian, Horn USA, Mate Workholding and Techniks.9/1/2022  It's that time of year for IMTS! Here's a preview of some of the products that are going to be featured during the International Manufacturing Technology Show September 12-17. You can see all of these new products and talk to the manufacturers in the Tooling & Workholding Systems Pavilion in the West Building Level 3. Blue Photon Workholding
Dorian Tool
Horn USA, Inc.
 Supermini Set. Horn USA is featuring the Supermini tool holder system with face clamping as a set, in response to customer requests for different tooling system heights. With this holder variant, clamping is not carried out via the lateral surface of the cutting insert but via a clamping wedge on the face. This results in a greater holding force on the insert and thus high rigidity of the entire system. This increases repeatability when changing the insert and provides better utilization of the available space. This is a big time saver on Swiss-type lathes, as the user can change the cutting insert without removing the tool holder.  New carbide grades for system DAH8 - Horn USA is expanding its range of carbide grades for its DAH milling system to enable its use for machining a wider range of materials. The new grades SC6A and IG6B complement the tool system for high-feed milling. The SC6A grade is suitable for machining the ISO M material group, as well as ISO S materials as a secondary application. Horn has developed the IG6B grade for machining the ISO P group, while it is also suitable as a multipurpose grade for other material groups. Mate Workholding
Techniks Tool Group
FEATURED PRODUCTS
If you would like to learn more about any of these products or to see a demonstration, get in contact with us and we'll set up some time with you to visit your shop!
0 Comments
 Techniks is excited to announce that they have compiled 2D and 3D model files for each product available on www.techniksusa.com. That’s almost 4,800 total SKUs, 9,600 2D and 3D model drawings added for your convenience! The addition of downloadable CAD files is just the next phase in our continued development of our site to improve its user-friendliness. You can now find your specific drawings through directly searching for the part number in the “Drawings” section of the main menu or by navigating directly to the product page. Simply navigate to the appropriate product table, locate the item you need, and click on the drawing file format you require. You will see a links to the 2D DWG and 3D STP files in the right-hand columns. Option 1: DOwnload from the tab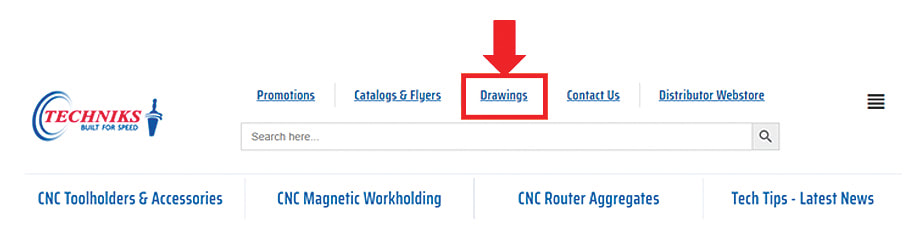 Just click on the DRAWINGS tab in the top navigation on the website Option 2: Download from the Item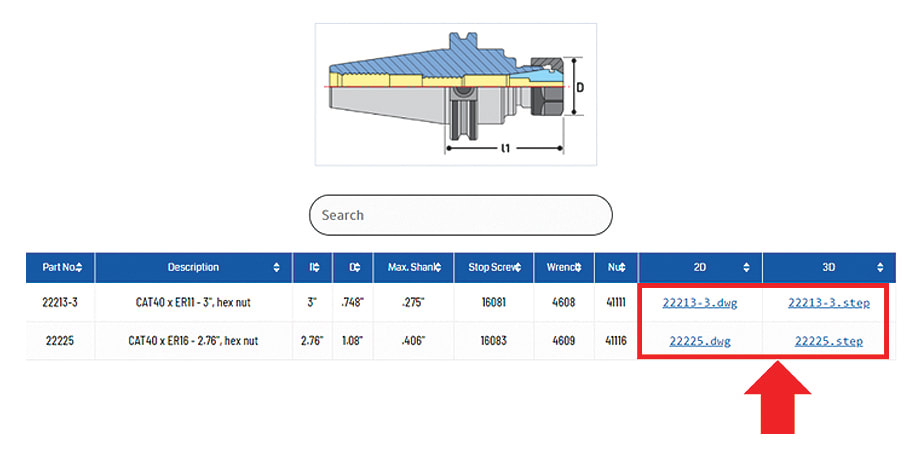 You can just click on the .dwg or .step file to begin the download right from the product page. Option 3: Download from Search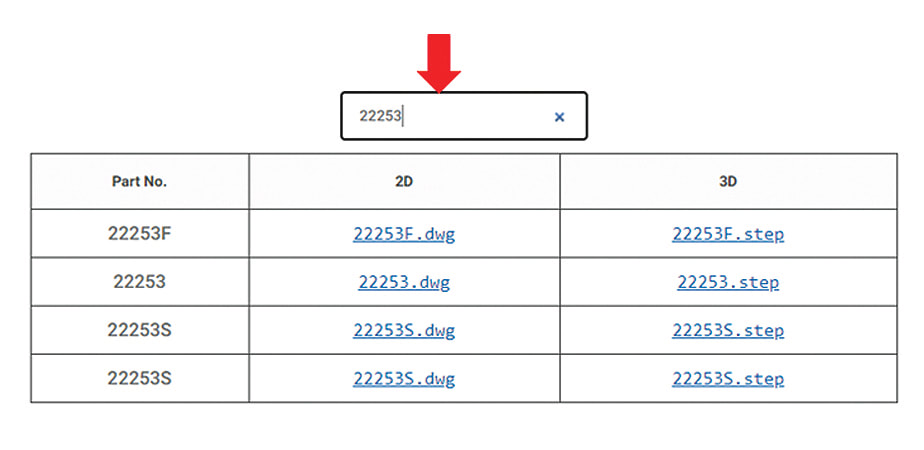 If you have the toolholder or packaging in hand, just type the EDP/ SKU/PART NUMBER in the search bar and you can download it from the results page. Can’t find what you’re looking for?
Techniks is adding more drawings every day, but if you do not find the drawings you need let them know at [email protected] and they'll prioritize your request to get you the drawings you need, FAST! As you begin to take advantage of their available CAD files, please don't hesitate to continue to provide feedback on your website experience. It’s been with your help that Techniks is able to provide the highest levels of customer service. Techniks New Catalog Features New Products: MegaFORCE retention Knobs and Triton Hydraulic Holders4/13/2021 The 2021 Techniks Catalog is available for download now!! It features the MegaFORCE Retention Knobs that we talked about in our February Article as well as the new Triton Hydraulic Holders.  The only thing standing between a job well done and catastrophic failure is the retention knob. MegaFORCE Retention Knobs are designed to deliver superior performance and enhanced safety for the critical connection between your machine spindle and the tool holder. Retention Knobs are subjected to extreme pulling forces of up to 5,000 ft. lbs. Over time, this stress exploits weaknesses in the retention knob and can lead to breakage. MegaFORCE Retention Knobs have been designed and manufactured to increase the strength and durability of this critical connection. The longer overall length engages threads deeper in the tool holder, reducing taper swelling and maximizing taper/spindle contact for the most rigid connection. MegaFORCE also features a redesigned, blended radii for improved overall strength, making MegaFORCE the strongest high-torque retention knob in the market.  The Triton Hydraulic Holders by Techniks feature a new hydraulic design to provides excellent vibration damping properties, so tools run longer and quieter and produce superior surface finishes. Triton provides 3.5X clamping force of standard hydraulic chucks. Triton hydarulic chucks are charged with hydraulic fluid in a vacuum chamber to eliminate air and gas from the system. Coupled with a redesigned oil sealing system, Triton chucks are built to provide maximum holding power for years! You can page view or download the new catalog below! Retention Knobs are the critical connection between your machine tool and the tool holder and they are the only thing holding a steep taper tool holder in the machine’s spindle. Techniks has recently introduced their MegaFORCE retention knobs that have some rather unique features when compared to standard pull studs. Before delving into the features of the MegaFORCE pull studs, let's review some things that you may not know, or think about, on a daily basis.
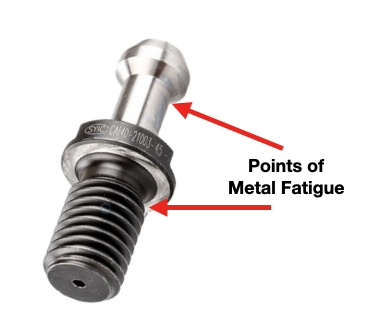
However, if you're running multiple shifts, 24-7, making lots of tool changes, making very heavy cuts with long reach or heavy cutting tools, and/or have ball lock style grippers instead of collet type grippers used on the retention knob, you will probably need to replace your studs at least every six months. Given the spindle speeds that we are running at to remain competitive, retention knobs are not an item that you want to take a chance on breaking. I can tell you firsthand that 5 pound toolholder with a drill in it flying out of the spindle at 23,000 RPM is not something you want to experience. Metal Fatigue: Why they failPull studs encounter catastrophic failure as a result of metal fatigue. The metal fatigue can be caused by a number of reasons including poor choice of base material, engineering design, machining process, poor heat treatment, and, sometimes, they have just met or exceeded their service life. We're going to dig into each of these reasons below but first let's look at some threading fundamentals.
That is why the length of engagement of the thread on a pull stud is generally limited to approximately one to one & a half nominal diameter. After that, there is no appreciable increase in strength. Once the applied load has exceeded the first thread's capacity, it will fail and subsequently cause the remaining threads to fail in succession. Retention Knob designRepetitive cycles of loading and unloading subject the retention knob to stress that can cause fatigue and cracking at weak areas of the pull stud.
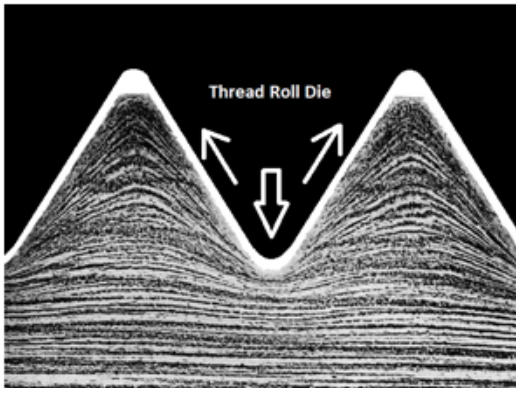
The most common failure point for a retention knob is at the top of the first thread and the underside of the pull stud where the grippers or ball bearings of the drawbar engage and draw the toolholder into the spindle. Remember, bigger Radii are stronger than sharp corners. More on that soon.  Styles of MegaFORCE Retention Knobs from Techniks. MaterialNot all retention knobs are made from the same material, however, material alone does not make for a superior retention knob. Careful attention to design and manufacturing methods must be followed to avoid introducing potential areas of failure. MegaFORCE retention knobs are made from 8620H. AISI 8620 is a hardenable chromium, molybdenum, nickel low alloy steel often used for carburizing to develop a case-hardened part. This case-hardening will result in good wear characteristics. 8620 has high hardenability, no tempering brittleness, good weldability, little tendency to form a cold crack, good maintainability, and cold strain plasticity. There are some companies making retention knobs from 9310. The main difference is the lower carbon content in the 9310. 9310 has a tad more Chromium, while 8620 has a tad more nickel. Ultimate Tensile Strength (UTS) is the force at which a material will break. The UTS of 8620H is 650 Mpa (megapascals: a measure of force). The UTS of 9310H is 820 Mpa. So, 9310H does have a UTS that is 26% greater than 8620H. That said, Techniks chose 8620 as their material of choice because of the higher nickel content. Nickel tends to work harden more readily and age harden over time which brings the core hardness higher as the pull stud gets older. The work hardening property of 8620 makes it ideally suited for cold forming of threads on the MegaFORCE retention knobs. It should be noted that some companies are using H13. H13 shares 93% of their average alloy composition in common with 9310. Rolled Threads vs. Cut Threads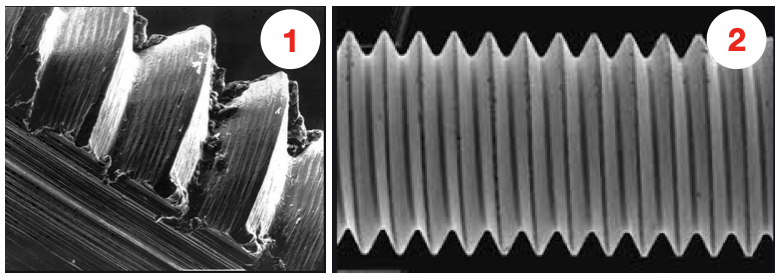 A cut thread, image 1, has a higher coefficient of friction due the the cutting process, while a roll formed thread, image 2, has a lower coefficient of friction which means that it engages deeper into the toolholder bore when subjected to the same torque. You will notice that Cutting threads tears at the material and creates small fractures that become points of weakness that can lead to failure. Rolled threads have burnished roots and crests that are smooth and absent of the fractures common in cut threads. Rolled threads produce a radiused root and crest of the thread and exhibit between a 40% and 300% increase in tensile strength over a cut thread. The Techniks MegaFORCE retention knobs feature rolled threads that improve the strength of the knob by 40%.
megaFORCE GeomEtric designOverall Length There are some claims that a longer projection engages threads deeper in the tool holder preventing taper swelling. While a deeper thread engagement can help prevent taper swelling, applying proper torque to the retention knob is an effective way to reduce taper swelling. An over-tightened retention knob may still cause taper swelling regardless of how deep it engages the threads of the tool holder. Additionally, the longer undercut section above the threads presents a weak point in the retention knob. 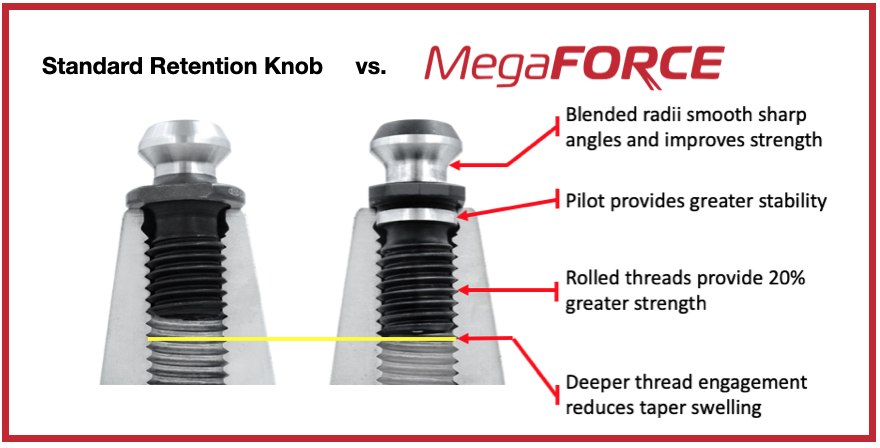
Magnetic Particle Tested Each MegaFORCE retention knob is magnetic particle tested to ensure material integrity and physical soundness. MegaFORCE retention knobs are tested at 2.5X the pulling forces of the drawbar.
Retention Knob Best PracticesIn order to maximize the life of your retention knob and prevent catastrophic failure here are some technical tips to keep your shop productive and safe.
indication marks on Pull Studs |









 | There have been some who claim that drawbar gripper fingers and/or ball marks that appear on retention knob head after several tool changes is normal. It is NOT. THAT IS FALSE. According to Haas CNC, ball or gripper marks on the edge of the pull stud indicate that the drawbar does not open completely. If you see these indication marks you should check your drawbar and replace these pull studs immediately. |
Special thanks for Greg Webb at Techniks and Mike Roden from Fette Tools/ Turning Concepts, for providing technical insights.
Getting coolant through the toolholder and to your cutting tool can be accomplished in two ways with Parlec and Techniks toolholders. Coolant is delivered from the spindle by two methods:
- Through the Spindle
- Through the Flange Entry (DIN B)
| Through Spindle Coolant Delivery Through holes are standard in all Parlec and Techniks toolholders. Solid and through hole retention knobs are available to accommodate coolant and non-coolant applications. This is the most common method of coolant delivery. The coolant is delivered from the spindle through the knob and exits through the cutting tool. Coolant through knobs are sold separately. |  |
Through-Flange/ DIN B Coolant Delivery
Combined with solid retention knobs "Through the Flange" holes go through the flange to deliver the coolant from the spindle.
This is sometimes referred to as "DIN B" or "Form B".
Combined with solid retention knobs "Through the Flange" holes go through the flange to deliver the coolant from the spindle.
This is sometimes referred to as "DIN B" or "Form B".
 With Screws:Coolant delivered from the spindle through the knob and exits through the cutting tool. Coolant through knobs sold separately. |  Without Screws:Coolant delivered from the spindle through the flange and exits through the cutting tool. Solid knob required. Solid knobs sold separately. |
Through Flange/ Form B is an available standard for many tools and available as a standard modification for most toolholders.
Form B convertible or AD/B (BC) is available in many sizes. The AD/B (BC) style can be used as either through the spindle , as supplied, or converted to Form B, through the flange. Flange entry is enabled by removing two screws
Form B convertible or AD/B (BC) is available in many sizes. The AD/B (BC) style can be used as either through the spindle , as supplied, or converted to Form B, through the flange. Flange entry is enabled by removing two screws
Modern CNC machines feature high-capacity tool changers that automatically swap toolholders in and out of the spindle as needed, by means of a high speed swing arm or a rotary carousel. Periodically, toolholders should be examined for wear and if necessary replaced to maintain cutting performance.
New operators should be taught how to properly evaluate toolholders so they can recognize when toolholders need to be replaced to prevent premature cutting tool failure, or even expensive damage to the spindle.
New operators should be taught how to properly evaluate toolholders so they can recognize when toolholders need to be replaced to prevent premature cutting tool failure, or even expensive damage to the spindle.
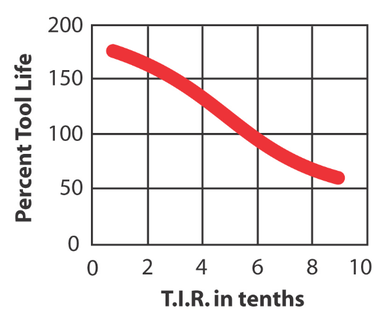 You lose 10% of cutting tool life for every “tenth” (0.0001”) of runout
You lose 10% of cutting tool life for every “tenth” (0.0001”) of runout Many operators do not know why it is necessary to replace their tooling, or have the experience to tell when it is time to do so.
Determining if toolholder components need to be replaced is not a difficult task, but does require that the operator knows what to look for.
A worn out holder will not provide good accuracy and will quickly wear out your cutting tools. Worn tooling causes poor surface finish, and may damage your spindle.
Determining if toolholder components need to be replaced is not a difficult task, but does require that the operator knows what to look for.
A worn out holder will not provide good accuracy and will quickly wear out your cutting tools. Worn tooling causes poor surface finish, and may damage your spindle.
This article will discuss the following types of causes and types of wear.
- Spindle Mouth Wear
- ATC Alignment Issues
- Taper Wear / Fretting
Checking For Spindle Mouth Wear
A worn spindle can cause runout issues that affect tool-holder accuracy and reduce cutting quality and productivity. This is a condition known as bell mouthing. If toolholder issues can be eliminated by bench checking T.I.R., then the source of the problem is often a worn out spindle mouth. A trained professional will be required to check and repair bell mouthing.
A worn spindle can cause runout issues that affect tool-holder accuracy and reduce cutting quality and productivity. This is a condition known as bell mouthing. If toolholder issues can be eliminated by bench checking T.I.R., then the source of the problem is often a worn out spindle mouth. A trained professional will be required to check and repair bell mouthing.
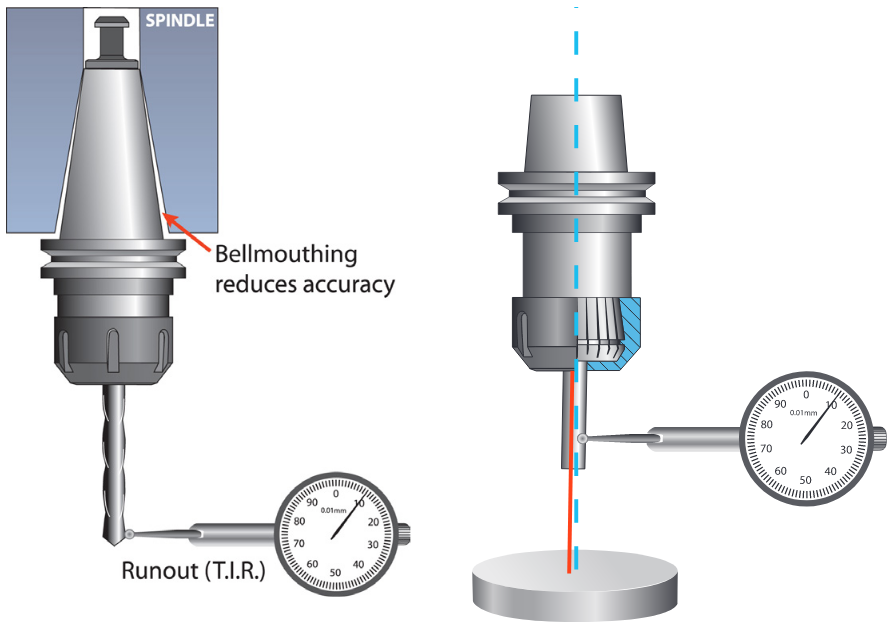
T.I.R. (total indicator runout) is the measurement of axial deflection of the cutting tool in the toolholder assembly. Techniks toolholders are manufactured to minimize runout and extend cutting tool life.
| ATC Alignment Issues It’s crucial to maintain proper ATC swing arm alignment. If the ATC does not insert the toolholder perfectly, damage to the spindle and toolholder may result. Poor cutting tool performance and reduced tool life will be evident. | 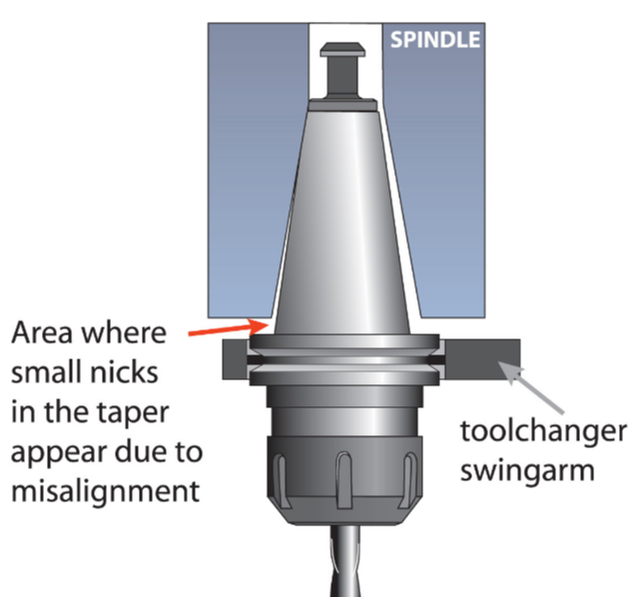 |
Taper Wear / Fretting
Check the taper for signs of wear or damage where it contacts the spindle mouth. Any problems with the taper will have a direct effect on machining accuracy. If there are any imperfections on the taper, the toolholder should not be used. If noticeable marking is evident on the taper a condition called fretting may be occurring.
Fretting happens when two steel parts (holder and spindle mouth) are rubbing against one another.
Once a toolholder is fretted it can pass the fretting to other spindles. A spindle with fretting can pass the fretting to other toolholders. Fretting in this sense if akin to sexually transmitted diseases and it should be considered just a seriously.
Check the taper for signs of wear or damage where it contacts the spindle mouth. Any problems with the taper will have a direct effect on machining accuracy. If there are any imperfections on the taper, the toolholder should not be used. If noticeable marking is evident on the taper a condition called fretting may be occurring.
Fretting happens when two steel parts (holder and spindle mouth) are rubbing against one another.
Once a toolholder is fretted it can pass the fretting to other spindles. A spindle with fretting can pass the fretting to other toolholders. Fretting in this sense if akin to sexually transmitted diseases and it should be considered just a seriously.

Fretting is evident from the bronze discoloration on the toolholder taper. It will also be present on the spindle. It can spread to other toolholders.
Fretting is believed to be caused by imperfect mating between tooholder taper and spindle, creating vibration and heat which develops the fretting. It is visible as small copper colored pits or marks on the taper. This is evidence that the toolholder is becoming worn. Fret-ting is easily mistaken for rust, but it is not. Once noticeable fretting develops the toolholder should be replaced. New toolholders that quickly develop fretting, or toolholders that stick in the spindle, may indicate a spindle that needs to be reground.
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases.
Archive
June 2024
May 2024
April 2024
March 2024
February 2024
January 2024
December 2023
November 2023
October 2023
September 2023
August 2023
July 2023
June 2023
May 2023
April 2023
March 2023
February 2023
January 2023
December 2022
November 2022
October 2022
September 2022
August 2022
July 2022
June 2022
May 2022
April 2022
March 2022
February 2022
January 2022
December 2021
November 2021
October 2021
September 2021
August 2021
July 2021
June 2021
May 2021
April 2021
March 2021
February 2021
January 2021
December 2020
November 2020
October 2020
September 2020
August 2020
July 2020
June 2020
May 2020
April 2020
March 2020
February 2020
January 2020
December 2019
November 2019
October 2019
September 2019
August 2019
July 2019
June 2019
May 2019
April 2019
March 2019
February 2019
January 2019
December 2018
November 2018
October 2018
September 2018
August 2018
July 2018
June 2018
May 2018
April 2018
March 2018
Categories
All
52/96 Workholding
Adhesive Workholding
Aerospace Manufacturing
Allen Benjamin
ATC Alignment
Better Edge
Blue Photon
Blue Photon Grip Pallet
Boring
Broaching
Brubaker Tool
BT Holders
Carbon Fiber
Case Study
CAT Holders
Chamfering
Coatings
Collet Nut
Collets
Collets: Lathe
Composite Machining
Coolant Lines
Countersink
Dataflute
Deburring
Decatur Diamond
Definitions
Diamond CVD
Diamond PCD
Dorian Tool
Drilling
Eastec
End MIll
EZ Burr
Face Milling
Fixturing
F&L Technical Sales
Fretting
Geometry
GMN Spindle
Graphite Machining
Grooving
Guide Bushings
GWS Tool Group
Hannibal Carbide
Heimatec
Henninger
Heritage Cutter
High Speed Whirling
Hirt-Line
Hommel + Keller
Horn Supermini
Horn USA
Hydraulic Toolholder
IMTS
Inserts
JET Whirling
Knurl Cutting
Knurl Cutting
Knurl Forming
Knurling
Live Tooling
Mate Workholding
Medical Device
Medical Manufacturing
MegaFORCE
Modern Industries
ModLOC
MPower
Nexturn Swiss
North American
Parlec
Part Marking
Platinum Tooling
Practical Machinist
Pull Studs
Reamers
Recondition
Retention Knobs
REV Broaching
RMT - Rocky Mountain Twist
Screw Threads
ShrinkLOCKED
Slot Cutting
Slot Milling
SpeedLOC
Spindle Repair
Spindle Speeder
Spindle Wear
Swiss
Taps
Taps: Bottom
Taps: HSSE
Taps: Plug
Taps: Roll Form
Taps: Taper
Techniks
Techniks SPINner
Technocrats
Tech Tip
Tecnicrafts
Threadmilling
Toolholders
Troubleshooting
Turbo-Whirling
Turret
USMTO
Weldon Tool
Workholding
Zero Point
 RSS Feed
RSS Feed