|
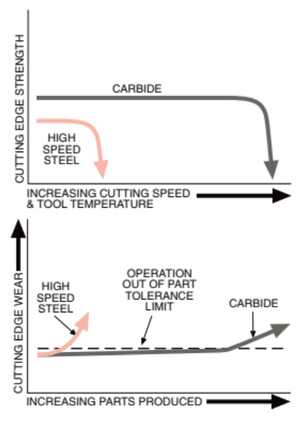
compiled and edited by Bernard Martin 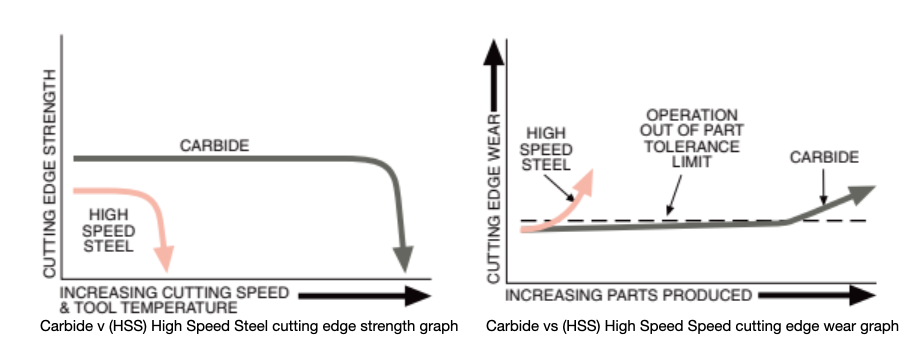 The choice between various materials can significantly impact performance, productivity, and cost-effectiveness in Metalcutting manufacturing. Among the materials commonly used for cutting tools, carbide-tipped tools have remained in prominence for their remarkable advantages when compared to solid carbide and high-speed steel (HSS) tools. In this article, based upon information supplied by Hannibal Carbide, we explore the distinctive benefits of carbide-tipped tools by comparing them to their solid carbide and HSS counterparts. Durability and Longevity One of the foremost advantages of carbide-tipped tools is their exceptional durability and longevity. These tools combine the best of both worlds, featuring a tough steel body with a carbide insert at the cutting edge. When compared to solid carbide tools, carbide-tipped tools often outlast them due to their ability to withstand high-impact applications. In contrast, HSS tools are more prone to wear and require frequent regrinding or replacement Versatility Carbide-tipped tools offer a remarkable level of versatility. The carbide inserts are available in various grades, each tailored to specific machining tasks. This adaptability allows users to choose the ideal carbide grade for their application, optimizing tool life and performance. In contrast, solid carbide tools, while highly capable in specific applications, lack the flexibility to adapt to various materials and machining conditions. HSS tools, though versatile, may not match the cutting speed and precision of carbide-tipped tools in demanding applications. Cutting Speed and Efficiency Carbide-tipped tools excel in cutting speed and efficiency, making them a preferred choice for high-production environments. The hardness of carbide allows for faster cutting speeds, which translates to reduced machining time and increased productivity. Solid carbide tools come close but may not always match the speed and efficiency of carbide-tipped tools, especially when it comes to demanding materials like stainless steel or hardened alloys. HSS tools, on the other hand, are often outpaced in terms of cutting speed and efficiency. Heat Resistance Heat resistance is a critical factor in machining, especially when working with materials that generate high temperatures during cutting. Carbide-tipped tools have superior heat resistance compared to HSS tools. The carbide can endure high temperatures without losing its cutting edge, ensuring consistent performance even under demanding conditions. Solid carbide tools have good heat resistance but may be prone to chipping or breakage when subjected to extreme heat, which is less of an issue for carbide-tipped tools. Cost-Effectiveness While the initial cost of carbide-tipped tools may be higher than HSS tools, their durability and longevity make them a cost-effective choice in the long run. Solid carbide tools, while durable, can be more expensive and may not justify their cost in all applications. HSS tools, although cheaper initially, may need more frequent replacements and regrinding, ultimately incurring higher costs over time. In the world of cutting tools, carbide-tipped tools stand out as a versatile, high-performance, and cost-effective solution. Their unique combination of a tough steel body with a carbide insert at the cutting edge offers durability, versatility, high cutting speeds, heat resistance, and cost savings. While solid carbide and high-speed steel tools have their merits in specific applications, carbide-tipped tools are the go-to choice for industries and machinists looking to maximize efficiency and quality across a wide range of machining tasks. Whether you're working with metals, plastics, or composites, carbide-tipped tools provide a winning edge in the world of precision cutting and machining. Advantages of Carbide Tipped |
 |
|
Advantages of CARBIDE TIPPED
VS.
SOLID CARBIDE ADVANTAGE
 Cracked solid carbide tool shatters
Cracked solid carbide tool shatters - Carbide grade selected for cutting characteristics - not compromised for structural strength
- Tipped tools usually cost less than solid carbide
- Often utilize specialty carbides not available in solid round forms
- Expensive carbide only used for cutting edge & chip forming surface
- More aggressive cutting edge geometries - shear, edge & rake angles
- A shattered solid carbide tool often damages the piece being machined
- Hardened tough alloy steel body provides superior structure to absorb shock loads
- Carbide cracks stopped in steel body pocket rather than shattering the entire tool
- Reduced scrap & machine downtime as even a cracked carbide tipped tool keeps cutting
- Carbide cracks stopped in steel body pocket rather than shattering the entire tool
ADVANTAGEs of CARBIDE TIPPED
VS.
CARBIDE INSERT
 Cracked carbide tipped tool keeps cutting
Cracked carbide tipped tool keeps cutting - Initial tooling costs far lower for carbide tipped tools
- Insert pocket interferes with chip flow
- Vibration-free brazed carbide tip permits higher feeds & speeds since inserts simply cannot be securely clamped to avoid all vibration problems
- Far better finish using carbide tipped tools
- Inserts are impractical for many operations such as reaming and most drilling
0 Comments
The Next Era of Performance and Versatile End Mills has arrived: Data Flute's SSI-5plus & SSI-7
2/21/2024
As machine shops seek precision, tool life, and versatility in a wide variety of materials,
the SSI-5plus and SSI-7 have emerged as the performance leader in a lot of categories!
the SSI-5plus and SSI-7 have emerged as the performance leader in a lot of categories!
written and edited by Bernard Martin
Dataflute introduces SS-5plus and SS-7 End Mills
Data Flute, the renowned end mill manufacturer who pioneered the adoption of the 3 and 5 flute end mills for stainless steel and exotic alloys nearly 30 years ago, has recently introduced two new groundbreaking end mills— the SSI-5plus and SSI-7. These cutting-edge tools are designed to set the standard for versatility and performance in (P)steel, (H)hardened steels, (M)stainless steels, (S)super alloys and even (K)cast iron.
The SSI-5plus End Mill

For many years the SSI-5 has been the mainstay of Datflute's variably indexed, ferrous alloy rougher/finisher. It's truly the all-terrain vehicle of their ferrous alloy series.
Now, Datflute has updated the already impressive SSI-5 with a new, advanced substrate, formerly only offered in their SSI-7 series, an even higher-performance coating and field tested micro-geometry. The result is a tool that provides outstanding cutting performance and substantially greater tool life.
The SSI-5plus will appeal to machinists who demand high performance endmills, but seek to minimize tool changes, or tool inventory, over a wider range of milling operations. This offering mirrors the SSI-5 with regard to diameters, lengths of cut, overall lengths and radii offered. Dataflute is transitioning their 5 flute, variably indexed, ferrous alloy rougher/finisher from the SSI-5 to the SSI-5plus.
Now, Datflute has updated the already impressive SSI-5 with a new, advanced substrate, formerly only offered in their SSI-7 series, an even higher-performance coating and field tested micro-geometry. The result is a tool that provides outstanding cutting performance and substantially greater tool life.
The SSI-5plus will appeal to machinists who demand high performance endmills, but seek to minimize tool changes, or tool inventory, over a wider range of milling operations. This offering mirrors the SSI-5 with regard to diameters, lengths of cut, overall lengths and radii offered. Dataflute is transitioning their 5 flute, variably indexed, ferrous alloy rougher/finisher from the SSI-5 to the SSI-5plus.
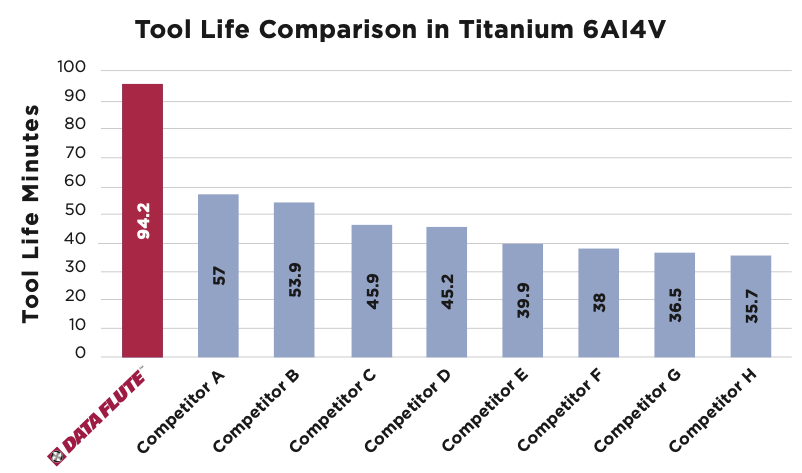
SSI-5 plus vs Leading Competitors. All Tool life results are from accelerated wear test.
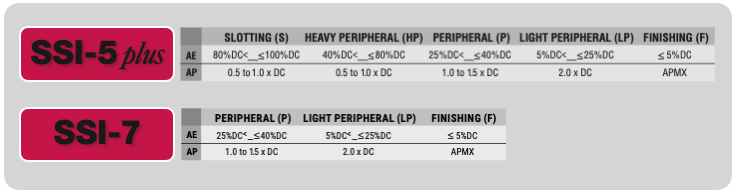
With five flutes featuring an unequal index and a variable helix, this end mill is designed to optimize chip evacuation and reduce cutting forces, ensuring efficiency in a variety of machining scenarios. The SS-5plus is a non-center cutting tool available in both RH-C and RH-H configurations, with a continuous cutting edge for seamless performance.
The tool adheres to strict tolerances, featuring a shank diameter held to h5 specifications, while the cutting diameter boasts precision within -0.001"/-0.002". The corner radius is equally refined, offering +0.001"/-0.001". Whether used for roughing or finishing, the SS-5plus from Data Flute delivers exceptional results, promising machinists a combination of accuracy, versatility, and reliability in their machining endeavors.
The tool adheres to strict tolerances, featuring a shank diameter held to h5 specifications, while the cutting diameter boasts precision within -0.001"/-0.002". The corner radius is equally refined, offering +0.001"/-0.001". Whether used for roughing or finishing, the SS-5plus from Data Flute delivers exceptional results, promising machinists a combination of accuracy, versatility, and reliability in their machining endeavors.
SSI-7 End Mill

Data Flute unveils the SS-7 end mill, a cutting-edge solution designed for high-efficiency machining in ferrous alloys. This finisher showcases a new carbide substrate, ensuring superior durability and outstanding tool life, even in demanding applications.
Engineered with specific geometry tailored for titanium alloys and stainless steels, the SS-7 features seven flutes with an unequal index and a constant helix, promoting efficient chip evacuation and reduced cutting forces.
This non-center cutting tool, available in both RH-C and RH-H configurations, boasts a continuous cutting edge for seamless machining.
The SS-7 end mill sets a standard with its tight tolerances, including a shank diameter held to h5 specifications and a cutting diameter precision within -0.001"/-0.002". The corner radius further enhances precision, offering +0.001"/-0.001". Machinists can expect not only high efficiency but also superior surface finishes, making the SS-7 a standout choice for those seeking precision, longevity, and exceptional performance in ferrous alloy applications.
Engineered with specific geometry tailored for titanium alloys and stainless steels, the SS-7 features seven flutes with an unequal index and a constant helix, promoting efficient chip evacuation and reduced cutting forces.
This non-center cutting tool, available in both RH-C and RH-H configurations, boasts a continuous cutting edge for seamless machining.
The SS-7 end mill sets a standard with its tight tolerances, including a shank diameter held to h5 specifications and a cutting diameter precision within -0.001"/-0.002". The corner radius further enhances precision, offering +0.001"/-0.001". Machinists can expect not only high efficiency but also superior surface finishes, making the SS-7 a standout choice for those seeking precision, longevity, and exceptional performance in ferrous alloy applications.
Tech spec overview
- Material Composition - SS-5plus and SS-7 end mills are crafted from high-quality micro-grain carbide, ensuring exceptional durability and resistance to wear.
- Geometry and Flute Design - The SS-5plus features a unique 5-flute design, providing increased stability and reduced vibrations during cutting operations. The SS-7, with its 7-flute configuration, is engineered for high-speed machining, delivering efficient chip evacuation and improved surface finish.
- Coating Technology - Both end mills come equipped with advanced coating technologies such as TiALN (Titanium Aluminum Nitride) or TiCN (Titanium CarboNitride), enhancing tool life and facilitating high-speed machining applications.
- Cutting Parameters - The SS-5plus and SS-7 are optimized for a wide range of materials, including steels, stainless steels, and exotic alloys, showcasing versatility in machining operations.
A Leap FOrward
Data Flute's SSI-5plus and SSI-7 end mills signify a significant leap forward in cutting tool technology. With their meticulous design, superior materials, and advanced coating technologies, these end mills are poised to meet the diverse needs of modern machining processes. As machinists seek precision, tool life, and versatility in materials, the SSI-5plus and SSI-7 emerge as compelling choices, ready to cut their place in the new era of cutting tools.
| | |
compiled and edited from information from Hannibal Carbide by Bernard Martin
Carbide cutting tools have long been at the forefront of machining technology, revolutionizing various industries through their remarkable hardness, heat resistance, and longevity. In this article, we delve into the technical aspects of carbide, exploring the intricacies of the cutting process and the production of these extraordinary tools.
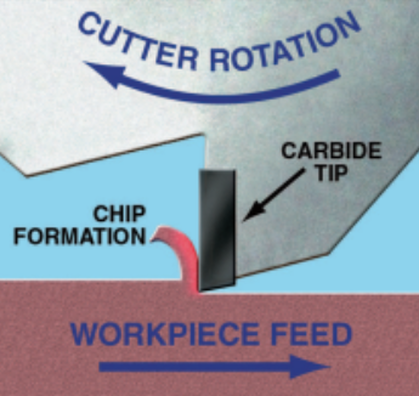
The Cutting Process
To understand the essence of carbide cutting tools, it's essential to comprehend the cutting process itself. At the heart of this process is an intense, concentrated force applied at the cutting edge, effectively separating the metal's individual crystals. This separation results in the creation of a continuous flowing chip, which eventually moves up the cutting tool face until internal stresses cause it to fracture, breaking away as a segmented or discontinuous chip.
During this process, a substantial amount of heat is generated at the cutting edge. This heat is primarily due to the friction between the tool and the workpiece as the chip is formed and flows along the cutting tool's face. Remarkably, individual carbide grains are so incredibly hard that they do not deform or flow under these intense forces and high temperatures, ensuring the tool's longevity and efficiency.
The Cutting Process
To understand the essence of carbide cutting tools, it's essential to comprehend the cutting process itself. At the heart of this process is an intense, concentrated force applied at the cutting edge, effectively separating the metal's individual crystals. This separation results in the creation of a continuous flowing chip, which eventually moves up the cutting tool face until internal stresses cause it to fracture, breaking away as a segmented or discontinuous chip.
During this process, a substantial amount of heat is generated at the cutting edge. This heat is primarily due to the friction between the tool and the workpiece as the chip is formed and flows along the cutting tool's face. Remarkably, individual carbide grains are so incredibly hard that they do not deform or flow under these intense forces and high temperatures, ensuring the tool's longevity and efficiency.
CARBIDE PRODUCTION
| Carbide's unique properties play a crucial role in chip formation. As we magnify the tungsten carbide at 1000X, we see the results of carbide production, which involves controlling parameters such as cobalt binder content and carbide grain size. | 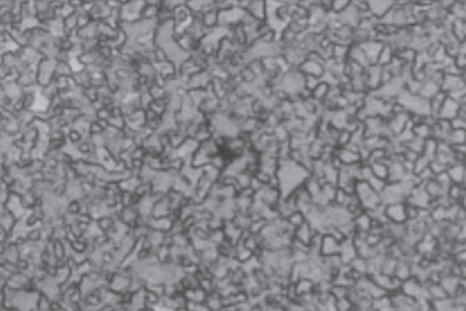 C2 Tungsten Carbide High Magnification (1000X) |
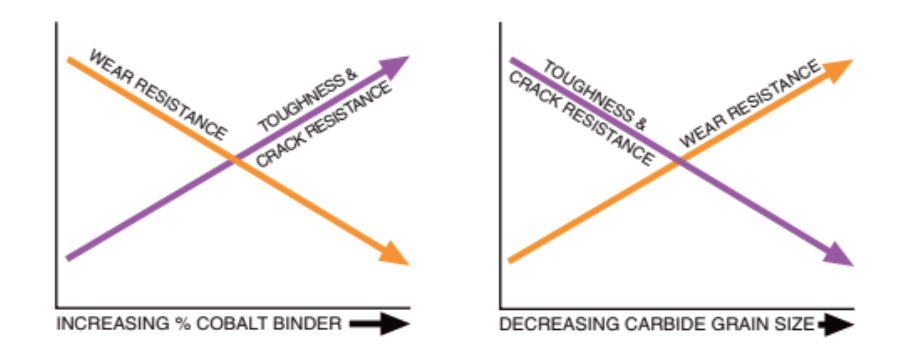
- Increasing % Cobalt Binder: The cobalt binder is a major factor in determining carbide's hardness and toughness. Increasing the cobalt content enhances the toughness, enabling the carbide to withstand mechanical shock or impact loads, which are typical during the cutting process.
- Decreasing Carbide Grain Size: Carbide grain size is another critical parameter. Smaller carbide grains contribute to a more wear-resistant cutting edge. It's a balance, as smaller grains can lead to decreased toughness.
Carbide Technical Specs
The production of carbide tools involves a series of precise steps to achieve the desired physical properties and performance characteristics:
- Carbide Powder Creation: Metal powders, usually tungsten, and carbon, are heated to extremely high temperatures, exceeding 2800ºF. This process results in the creation of tungsten carbide powder grains that are exceptionally hard and stable at elevated temperatures.
- Powder Sorting and Mixing: The carbide powders are sorted by grain size and then recombined in appropriate ratios to achieve specific physical properties. Cobalt metal powders are mixed thoroughly with the tungsten powders.
- High-Pressure Compaction: The tungsten-carbide-cobalt mixture is forced under high pressure (30,000 psi) into molds of the desired shape and size. This forms the initial carbide blanks.
- Pre-Sintering: Carbide blanks undergo a low-temperature pre-sintering process, developing sufficient physical strength for handling.
- High-Temperature Sintering: Finally, the carbide blanks are sintered at temperatures ranging from 2500ºF to 2900ºF. This high-temperature sintering causes a dramatic shrinkage, almost 40% volume reduction, resulting in an extremely dense and hard material.
Carbide cutting tools have revolutionized various industries with their exceptional hardness, heat resistance, and longevity. Understanding the intricate details of the cutting process and the meticulous production of carbide tools sheds light on their unmatched performance in the world of machining. Whether it's the intense forces at the cutting edge or the precise control of cobalt binder content and carbide grain size, carbide tools continue to shape the future of manufacturing and engineering.
by, Bernard Martin

As carbide end mills gain higher and higher speeds and metal removal rates there has also been a trend by round tool manufacturers to tighten up the tolerances on both the cutting diameter and the shank diameter to improve concentricity. At the same time, shrink fit holders have become more and more popular because they hold a tighter concentricity as well. To achieve this both the shank and the bore now have similar surface finishes and this has led to a problem The tools pull out in the cut.
Shrink fit holders are the most accurate for TIR as the toolholder engages completely around round shank tools with a bore tolerance of -0.0001" to -0.0003". As high performance end mills have tightened shank tolerances to the same range of -0.0001" to -0.0003" they have used finer and finer grain grinding wheels which give the shanks a 'shiny' appearance.
Shiny means that the superfinished shank has a lower coefficient of friction. So, although the TIR is tighter, the shank is more "slippery". End mills traditionally had surface finish of about 8 μin on the tool shank. But that's changed. It's been recommended that tool shanks used in shrink fit holders should not have a finish finer than 16 μin. for optimum holding power, but tell that to the guy who just superfinished the end mill to a super cocncentric tolerance that you don't want it looking that good.
Everyone know that the last thing you want is for the end mill to slip in the middle of a heavy cut or on the finishing pass of a high tolerance part. These 'hi performance' end mills, often times have higher helix angles which are great for ejecting chips but also create a higher pull out force on that slippery shank. And reducing the helix angle is not the answer.
We already know that the gripping pressure is a function of the interference between the tool shank and the shrink fit toolholder bore. Most shrink fit holders have a already bore surface finish of between 12 μin. and 16 μin. So they are ground to a very high tolerance and have about the same surface finish as the toolholder shank.
End mill manufacturers and machinist have tried a variety of methods over the years to stop the tools from pulling out. This has ranged from grit blasting the shank to rubbing chalk on the shank, but most everyone in the industry has felt that the problem really needs to be addressed by the longer life toolholder rather than the replaceable cutting tool.
Shrink fit holders are the most accurate for TIR as the toolholder engages completely around round shank tools with a bore tolerance of -0.0001" to -0.0003". As high performance end mills have tightened shank tolerances to the same range of -0.0001" to -0.0003" they have used finer and finer grain grinding wheels which give the shanks a 'shiny' appearance.
Shiny means that the superfinished shank has a lower coefficient of friction. So, although the TIR is tighter, the shank is more "slippery". End mills traditionally had surface finish of about 8 μin on the tool shank. But that's changed. It's been recommended that tool shanks used in shrink fit holders should not have a finish finer than 16 μin. for optimum holding power, but tell that to the guy who just superfinished the end mill to a super cocncentric tolerance that you don't want it looking that good.
Everyone know that the last thing you want is for the end mill to slip in the middle of a heavy cut or on the finishing pass of a high tolerance part. These 'hi performance' end mills, often times have higher helix angles which are great for ejecting chips but also create a higher pull out force on that slippery shank. And reducing the helix angle is not the answer.
We already know that the gripping pressure is a function of the interference between the tool shank and the shrink fit toolholder bore. Most shrink fit holders have a already bore surface finish of between 12 μin. and 16 μin. So they are ground to a very high tolerance and have about the same surface finish as the toolholder shank.
End mill manufacturers and machinist have tried a variety of methods over the years to stop the tools from pulling out. This has ranged from grit blasting the shank to rubbing chalk on the shank, but most everyone in the industry has felt that the problem really needs to be addressed by the longer life toolholder rather than the replaceable cutting tool.
That's the problem that Techniks wanted to address. Techniks claims that their "proprietary non-slip TTG594 compound virtually fuses the tool shank with the shrink fit toolholder."
| ShrinkLOCKED Toolholders eliminate cutting tool pull-out and provide 4X the friction drive force compared to un-treated shrink holders.
| 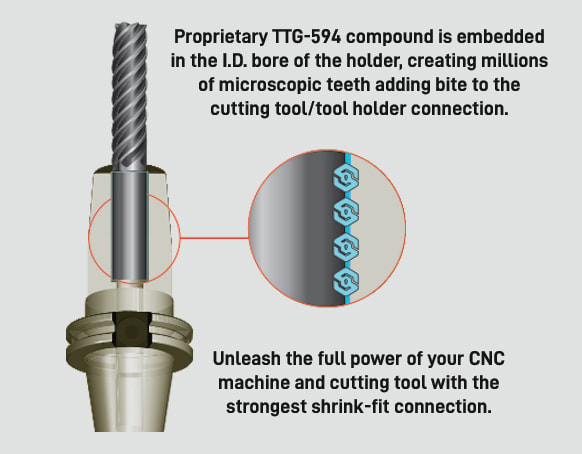 |
It’s not just a rougher bore finish that enhances the holding power. TTG-594 is a compound that has a much higher Brinell hardness than carbide so it can “bite” into the tool shank. But this does not affect the ability to perform tool changes.
Techniks arrived at their 4x the holding power comes from torsion testing vs. a standard shrink fit toolholder. They used a ¾” carbide gage pin in a standard holder and found the torque at which the tool will spin in the bore.
They then tested the ShrinkLOCKED holder using the same test.
According to Greg Webb, at Techniks,
"We actually could not find the point at which the tool would spin in the ShrinkLOCKED holder as we broke the carbide gage pins at 4x+ times the torque of the standard holder. The holding power is greater, we just have not found a way to measure this, so we kept our claims conservative at 4x."
Techniks arrived at their 4x the holding power comes from torsion testing vs. a standard shrink fit toolholder. They used a ¾” carbide gage pin in a standard holder and found the torque at which the tool will spin in the bore.
They then tested the ShrinkLOCKED holder using the same test.
According to Greg Webb, at Techniks,
"We actually could not find the point at which the tool would spin in the ShrinkLOCKED holder as we broke the carbide gage pins at 4x+ times the torque of the standard holder. The holding power is greater, we just have not found a way to measure this, so we kept our claims conservative at 4x."

Weldon Tool has announced a running change to the appearance of all Weldon Premium carbide endmills regarding raised land transition area from the back of the clearance face to the flute.
| According to Tim Scheib, Weldon Tool Brand Manager, "The current step (raised land) from the back of the cutting tool is a holdover feature from HSS endmill design." "By eliminating this feature, we reduce the potential for stress to concentrate at hard transitions." | 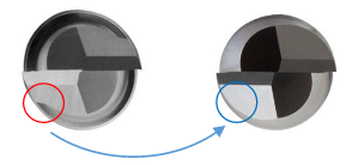 Weldon Tool changes from a Step Transition (raised Land) to a smooth transition (blended land) End mill edge. |
This design change also provides an appearance more consistent with most all tungsten carbide endmills.
Weldon further states: "This is only a functional appearance change. Both internal and customer field tests have confirmed that users will still experience the same outstanding performance of Weldon Premium carbide endmills as they have in the past."
Weldon further states: "This is only a functional appearance change. Both internal and customer field tests have confirmed that users will still experience the same outstanding performance of Weldon Premium carbide endmills as they have in the past."
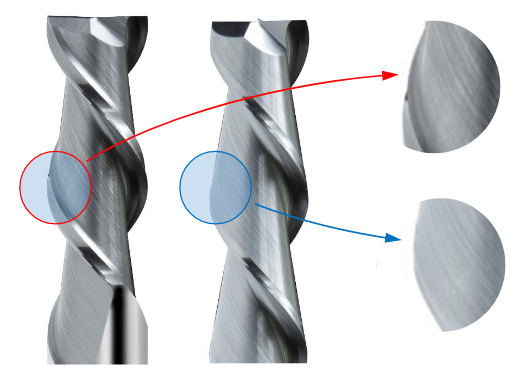 Weldon Tool Step Transition (Raised Land) changes to Smooth Transition (Blended Land) | Step Transition from the back of the clearance face to the flute -Raised Land Smooth Transition from the back of the clearance face to the flute –Blended Land |
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases.
Archive
March 2024
February 2024
January 2024
December 2023
November 2023
October 2023
September 2023
August 2023
July 2023
June 2023
May 2023
April 2023
March 2023
February 2023
January 2023
December 2022
November 2022
October 2022
September 2022
August 2022
July 2022
June 2022
May 2022
April 2022
March 2022
February 2022
January 2022
December 2021
November 2021
October 2021
September 2021
August 2021
July 2021
June 2021
May 2021
April 2021
March 2021
February 2021
January 2021
December 2020
November 2020
October 2020
September 2020
August 2020
July 2020
June 2020
May 2020
April 2020
March 2020
February 2020
January 2020
December 2019
November 2019
October 2019
September 2019
August 2019
July 2019
June 2019
May 2019
April 2019
March 2019
February 2019
January 2019
December 2018
November 2018
October 2018
September 2018
August 2018
July 2018
June 2018
May 2018
April 2018
March 2018
Categories
All
52/96 Workholding
Adhesive Workholding
Aerospace Manufacturing
Allen Benjamin
ATC Alignment
Better Edge
Blue Photon
Blue Photon Grip Pallet
Boring
Broaching
Brubaker Tool
BT Holders
Carbon Fiber
Case Study
CAT Holders
Chamfering
Coatings
Collet Nut
Collets
Composite Machining
Countersink
Dataflute
Deburring
Decatur Diamond
Definitions
Diamond CVD
Diamond PCD
Dorian Tool
Drilling
Eastec
End MIll
EZ Burr
Face Milling
Fixturing
Fretting
Geometry
GMN Spindle
Graphite Machining
Grooving
GWS Tool Group
Hannibal Carbide
Heimatec
Henninger
Heritage Cutter
High Speed Whirling
Hommel + Keller
Horn Supermini
Horn USA
Hydraulic Toolholder
IMTS
Inserts
JET Whirling
Knurl Cutting
Knurl Cutting
Knurl Forming
Knurling
Live Tooling
Mate Workholding
Medical Device
Medical Manufacturing
MegaFORCE
Modern Industries
ModLOC
MPower
Nexturn Swiss
North American
Parlec
Platinum Tooling
Practical Machinist
Pull Studs
Reamers
Recondition
Retention Knobs
REV Broaching
RMT - Rocky Mountain Twist
Screw Threads
ShrinkLOCKED
Slot Cutting
Slot Milling
SpeedLOC
Spindle Repair
Spindle Speeder
Spindle Wear
Swiss
Taps
Taps: Bottom
Taps: HSSE
Taps: Plug
Taps: Roll Form
Taps: Taper
Techniks
Techniks SPINner
Tech Tip
Tecnicrafts
Threadmilling
Toolholders
Troubleshooting
Turbo-Whirling
Turret
USMTO
Weldon Tool
Workholding
Zero Point
 RSS Feed
RSS Feed