|
Modern CNC machines feature high-capacity tool changers that automatically swap toolholders in and out of the spindle as needed, by means of a high speed swing arm or a rotary carousel. Periodically, toolholders should be examined for wear and if necessary replaced to maintain cutting performance. New operators should be taught how to properly evaluate toolholders so they can recognize when toolholders need to be replaced to prevent premature cutting tool failure, or even expensive damage to the spindle. 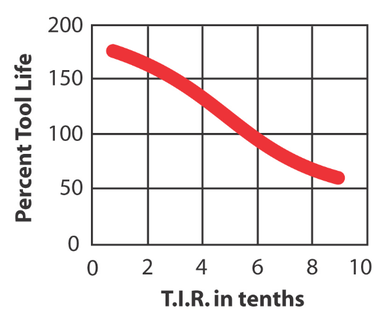 You lose 10% of cutting tool life for every “tenth” (0.0001”) of runout You lose 10% of cutting tool life for every “tenth” (0.0001”) of runout Many operators do not know why it is necessary to replace their tooling, or have the experience to tell when it is time to do so. Determining if toolholder components need to be replaced is not a difficult task, but does require that the operator knows what to look for. A worn out holder will not provide good accuracy and will quickly wear out your cutting tools. Worn tooling causes poor surface finish, and may damage your spindle. This article will discuss the following types of causes and types of wear.
Checking For Spindle Mouth Wear A worn spindle can cause runout issues that affect tool-holder accuracy and reduce cutting quality and productivity. This is a condition known as bell mouthing. If toolholder issues can be eliminated by bench checking T.I.R., then the source of the problem is often a worn out spindle mouth. A trained professional will be required to check and repair bell mouthing. 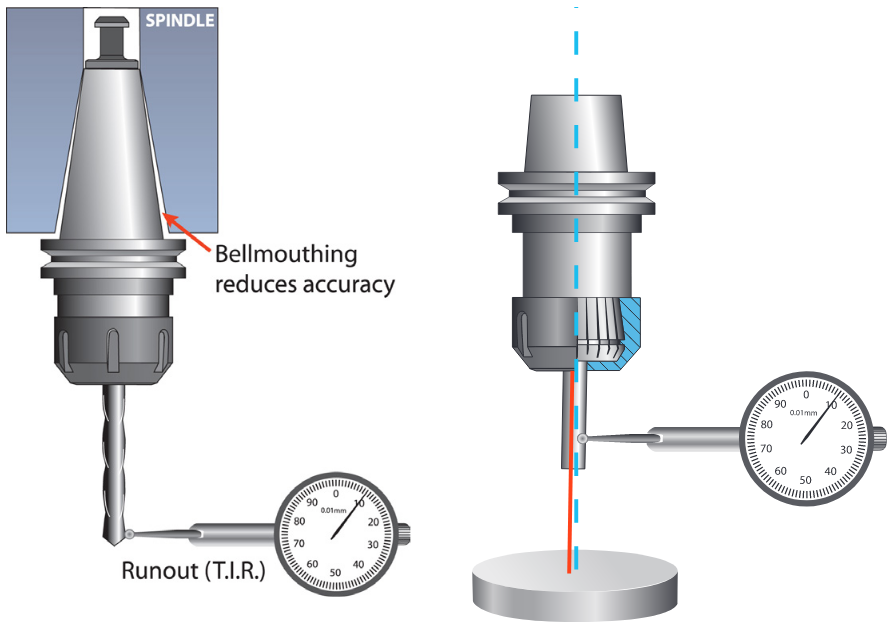 T.I.R. (total indicator runout) is the measurement of axial deflection of the cutting tool in the toolholder assembly. Techniks toolholders are manufactured to minimize runout and extend cutting tool life.
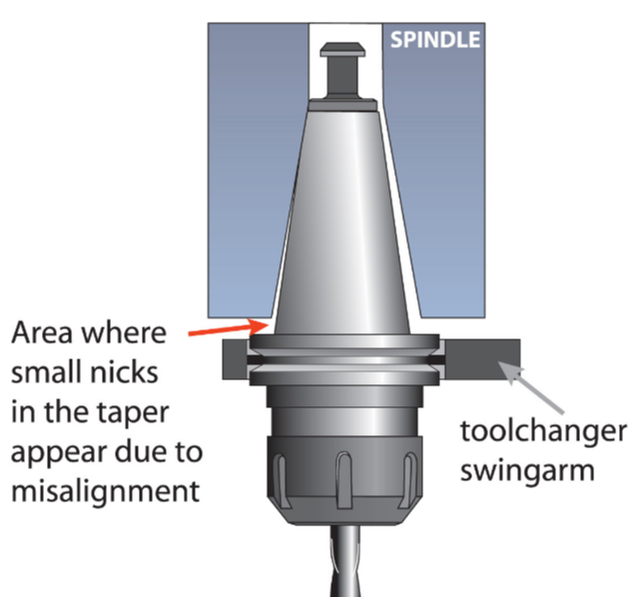
Taper Wear / Fretting Check the taper for signs of wear or damage where it contacts the spindle mouth. Any problems with the taper will have a direct effect on machining accuracy. If there are any imperfections on the taper, the toolholder should not be used. If noticeable marking is evident on the taper a condition called fretting may be occurring. Fretting happens when two steel parts (holder and spindle mouth) are rubbing against one another. Once a toolholder is fretted it can pass the fretting to other spindles. A spindle with fretting can pass the fretting to other toolholders. Fretting in this sense if akin to sexually transmitted diseases and it should be considered just a seriously.  Fretting is evident from the bronze discoloration on the toolholder taper. It will also be present on the spindle. It can spread to other toolholders. Fretting is believed to be caused by imperfect mating between tooholder taper and spindle, creating vibration and heat which develops the fretting. It is visible as small copper colored pits or marks on the taper. This is evidence that the toolholder is becoming worn. Fret-ting is easily mistaken for rust, but it is not. Once noticeable fretting develops the toolholder should be replaced. New toolholders that quickly develop fretting, or toolholders that stick in the spindle, may indicate a spindle that needs to be reground.
1 Comment
|
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
March 2024
Categories
All
|
 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|