|
The acquisition of North American Tool Corporation extends custom product capability into the threading space, a new offering for GWS that adds a powerful dimension to the already robust product and service portfolio. TAVARES, Fla., Feb. 4, 2020 /PRNewswire/ -- GWS Tool Group is pleased to announce it has acquired North American Tool Corporation (NATC).
"NATC is an exciting add for us," said Rick McIntyre, GWS' CEO. "Their customer service model is one of the best in the business, and their focus in taps and threadmills fits in like a perfect puzzle piece to our dynamic and holistic offering. We are very excited to be continually expanding our value proposition for our customers with highly additive acquisitions like this," McIntyre continued
"North American Tool is very excited to be joining GWS Tool Group, a company that embodies the attributes that have long made us successful," said Curt Lansbery, NATC President & CEO. "A customer-centric approach to business rooted in a commitment to quality and quick delivery marry perfectly with our model here at North American Tool. We have no doubt that this move to join GWS will be positive for our associates and will ensure the continued growth of the legacy that we have worked to develop." The team at NATC will continue to operate from the Illinois facility as a manufacturing arm of GWS Tool Group, and the company expresses intent toward continued investment in the facility, machinery and equipment, and human resources. Customers of NATC are said to expect continuity of the NATC offering and customer service disposition under cover of the GWS ownership. About GWS Tool Group GWS Tool Group is a U.S.-based, vertically integrated manufacturer of highly engineered custom, standard, and modified standard cutting tools, primarily servicing the aerospace and defense, power generation, automotive and medical sectors. GWS Tool Group has acquired multiple businesses in the course of its growth, which now serve as the respective manufacturing divisions of the Company.
0 Comments
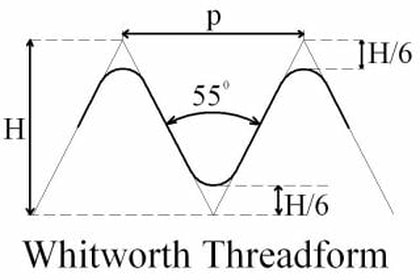
written and edited by Bernard Martin When discussing Screw Threads, it may be helpful to understand a little of the history behind them.  A Water Screw A Water Screw Let’s start with helical forms. Records dating to around 250 BC establish that it was Greek mathematician Archimedes who explained the mechanical principle of the screw as a form of wedge. He went on to formulate the mathematical characteristics of a helix. This was a precursor to the invention of the “water screw”, which provided a means to move water for irrigation, and as a method for ships to evacuate bilge water. It is apparent that other great civilizations contributed to the development and use of this tool, but the Greeks apparently had better people in the PR Department, as they get most of the historical credit. There is some evidence the water screw may have been used in Egypt before the time of Archimedes. The helical screw form was also used in presses by the Romans to make olive oil and wine, and later in printing presses like the first used by Gutenberg in the mid 1400’s. As time went on the screw-form used as a wedge became an alternative to bindings and rivets as fasteners. Even though it offered the advantage of faster assembly and disassembly, manufacturing methods were primitive. Mating threads were matched to each other by hand, one at a time. Not until the 17th Century, with the development of lathe technology, did manufacture of precision threads become possible. Even then, there were no standards for thread dimensions or form to assure performance and interchangeability of parts produced. Precision threads were being used in design of measuring instruments and manufacture of new technology. Railroads were being built and factories required new machines for mass production of goods. Increasing demand required a solution. Steps toward solving that problem would not come until the next century. Joseph Whitworth and William Sellers - Two to Lead the Way In 1841, a British engineer named Joseph Whitworth devised a set of standards for screw threads to address the need for uniformity and quality of performance in threaded parts. These standards prescribed a flank angle fixed at 55 degrees and standard thread pitches for given diameters.
In 1864, an American engineer named William Sellers presented another set of thread standards. Sellers proposed a 60-degree flank angle with flatted thread crests and roots. Like Whitworth’s standards, his proposal assigned standard thread pitches (threads per inch) for given diameters. The British standards were accepted worldwide, including the United States, but Sellers thread-form was easier to manufacture. Measurement was also simpler, as the form was based on the angles of an equilateral triangle. Some would argue the absence of radius on the thread crest and root left a weaker thread. Years of use would prove Seller’s thread-form more than adequate for the vast majority of applications. 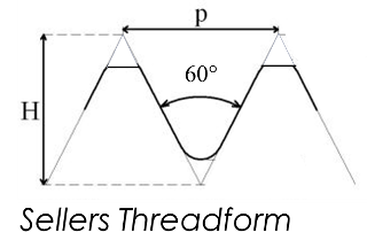 Even today, both of the thread-forms described above are in use. New standards have been assigned to address ever expanding uses. The addition of specialized forms like Acme, buttress, ballscrew, worm thread, and self-locking thread have been refined for function- specific use. There are threads for assembly of parts, fastening, creating motion, measurement devices, lifting, and fluid and gas sealing. The uses are almost endless.
There is a screwdriver in every house and business. Isn’t that a great indicator of the impact of screw threads on the world? Although most forms have been assigned standard specifications by governing bodies, there is no limit placed on the imaginations of engineers to fine-tune fit and function as well as to find new uses for the simple helical form developed centuries before. |
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
June 2024
Categories
All
|

 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|