|
compiled and edited from information from Hannibal Carbide by Bernard Martin 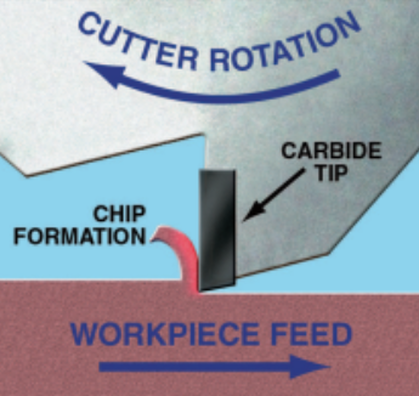 Carbide cutting tools have long been at the forefront of machining technology, revolutionizing various industries through their remarkable hardness, heat resistance, and longevity. In this article, we delve into the technical aspects of carbide, exploring the intricacies of the cutting process and the production of these extraordinary tools. The Cutting Process To understand the essence of carbide cutting tools, it's essential to comprehend the cutting process itself. At the heart of this process is an intense, concentrated force applied at the cutting edge, effectively separating the metal's individual crystals. This separation results in the creation of a continuous flowing chip, which eventually moves up the cutting tool face until internal stresses cause it to fracture, breaking away as a segmented or discontinuous chip. During this process, a substantial amount of heat is generated at the cutting edge. This heat is primarily due to the friction between the tool and the workpiece as the chip is formed and flows along the cutting tool's face. Remarkably, individual carbide grains are so incredibly hard that they do not deform or flow under these intense forces and high temperatures, ensuring the tool's longevity and efficiency. CARBIDE PRODUCTION
Carbide Technical Specs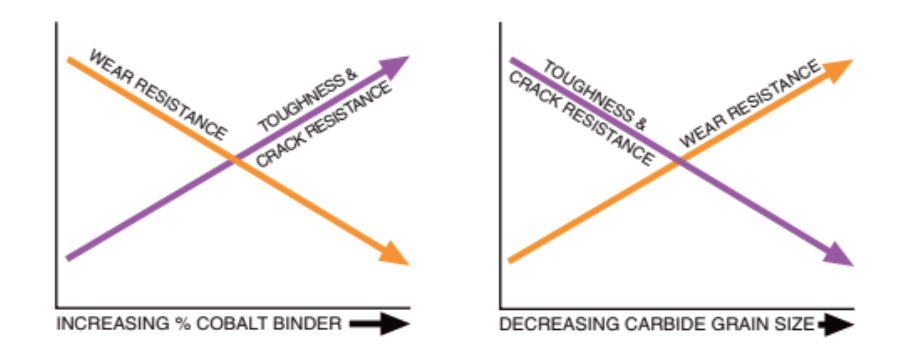 The production of carbide tools involves a series of precise steps to achieve the desired physical properties and performance characteristics:
Carbide cutting tools have revolutionized various industries with their exceptional hardness, heat resistance, and longevity. Understanding the intricate details of the cutting process and the meticulous production of carbide tools sheds light on their unmatched performance in the world of machining. Whether it's the intense forces at the cutting edge or the precise control of cobalt binder content and carbide grain size, carbide tools continue to shape the future of manufacturing and engineering.
0 Comments
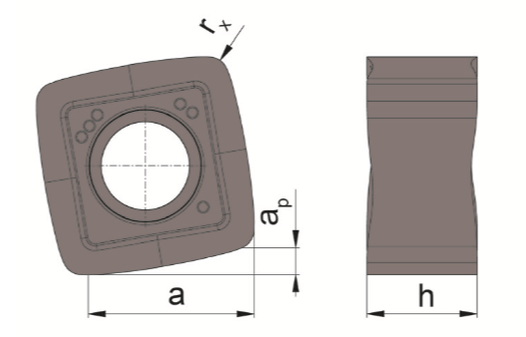
 Paul Horn GmbH is expanding the range of carbide grades for the DAH milling system to enable its use for machining a wider range of materials. The new grades SC6A and IG6B complement the tool system for high feed milling. The expansion gives customers the opportunity to choose grades best adapted to their machining applications. The SC6A grade is suitable for machining the ISO M material group, as well as ISO S materials as a secondary application. Horn has developed the IG6B grade for machining the ISO P group, while it is also suitable as a multi-purpose grade for other material groups. With the DAH82 and DAH84 systems, Horn introduces a new generation of tools for high feed milling. The eight usable cutting edges of the precision-sintered insert offer a competitive price per cutting edge and hence economical and efficient machining. The positive cutting edge geometry ensures a soft and quiet cut as well as good chip flow despite the negative mounting position. Horn offers the inserts in the substrates SA4B, SC6A and IG6B, which are suitable for universal use machining various materials. The large radius of the main cutting edge of the insert produces a soft cut, ensures an even distribution of cutting forces and thus ensures long tool life. The maximum cutting depth is ap = 1.0 mm (DAH82) and ap = 1.5 mm (DAH84). The DAH82 variant is available as an end mill and as a screw-in milling cutter in the following diameters (z denotes the number of inserts):
For diameters in excess of 50 mm, the larger DAH84 system is used. The variants are available only as arbour milling cutters in the following diameters:
All tool bodies receive a special surface treatment of high strength and hardness, imparting long-term protection against abrasive wear from chips. "z" denotes the number of inserts.
|
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
June 2024
Categories
All
|

 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|