 Decatur Diamond has a complete line of precision cutting tools specifically designed for machining graphite. The tool geometries are optimized for such applications as electrodes, molds, and hydrogen fuel cells. These designs provide excellent cutting performance while not sacrificing tool life. Fewer changeovers and more time in the cut promote long runs and application automation for improved cost savings. CVD coated diamond tools are a perfect match for machining the graphite moldforms for EDM. The abrasive nature of EDM graphite grades severely limit the life of carbide tools, and PCD diamond tools are not available in the configurations required for detailed moldmaking. Tools with diamond on the surface wear longer and have a lower coefficient of friction. These characteristics provide substantial benefit to machining operations. Because diamond tools last 10 to 50 times longer than carbide tools, they:
When cutting graphite, most tool wear is caused by the abrasive nature of the graphite structure rather than by the material temperature or cutting speed. Unlike metal cutting, there is no heat generated when machining graphite, so tool speed is typically not seen as a wear factor. This distinction warrants the need for an abrasion resistant tool surface such as CVD diamond. Because small feeds and depths of cut do not lead to increasing the amount of material chipping, tool wear will advance rapidly with light feed, but stabilize as feed is increased. Therefore, in addition to increasing the volume of material removed, increasing feed can extend tool life. The depth of cut should not exceed one-half of an insert’s leg length or one-third of an endmill’s diameter. These parameters will minimize breakage at the exit of a cut. Tool life is determined by the quality of the cutting edge and the thickness of the diamond layer at the cutting edge. A tool will go through a break in period that refines the cutting edge, resulting in an improved surface finish. This will be followed by a prolonged period of consistent performance and a gradual wearing of the diamond layer. End-of-life occurs when the diamond wears through, revealing the carbide substrate or when the diamond surface becomes chipped or fractured.  Endmilling Tool configuration: use square endmills with a small radius whenever possible. Diamond tools are more brittle than carbide tools and sharp corners may break upon entry into a cut at high feed rates. A radius of 0.010” to 0.015” will greatly strengthen the tool, providing extra durability. For roughing at high feed rates 2-flute endmills should be used to minimize the possibility of tool breakage from flute packing. For general purpose and finish cutting use 4 flutes. Improved surface finish and longer life usually result from multiple flutes in finishing operations. Chipping: to avoid chipping, several techniques can be employed. Milling a short distance at the exit side of the part before starting the cut is very effective in avoiding breakout, just as chamfering the end of a cylinder is for turning. Lowering feed rates will lessen chipping upon exit, but directly affects productivity. Tool rotation can be used to lessen exit edge chipping for flat surfaces by using climb milling rotation rather than conventional milling rotation. Feed rate: it is important to keep the tool engaged in the cut. If the feed rates drop too low (<.0001 to .0005” or <.00025 to .013mm) the tool tends to burnish the part, rather than cut. This can cause rapid tool wear. When calculating the correct RPM for chip load at a given traverse speed it is important to consider if the machine is ever reaching the optimum traverse speed. It can take 1⁄2” or more to reach a high traverse speed. If the tool path has a lot of small adjustments, reduce RPM’s as the tool is never reaching the full traverse speed. Machining Parameters: starting conditions vary considerably; 2000 SFM and 0.004” per flute per revolution is a conservative start point for 1⁄4” and larger endmills. 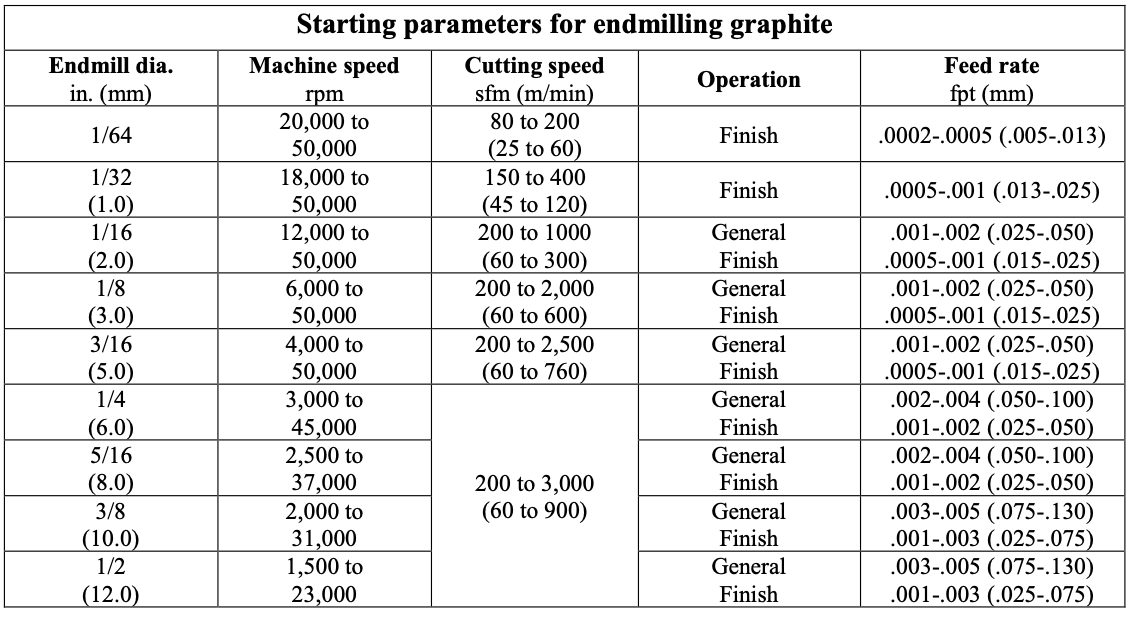 Drilling Dust removal: particular care should be used to clear the machining dust from holes during drilling. Proper removal will allow using higher spindle speed as well as reducing drill wear. Machining Parameters: the table below shows starting machining parameters for drilling graphite. As are all applications, these conditions will vary according to the grade of the graphite being machined and the set-up and dust removal practices. 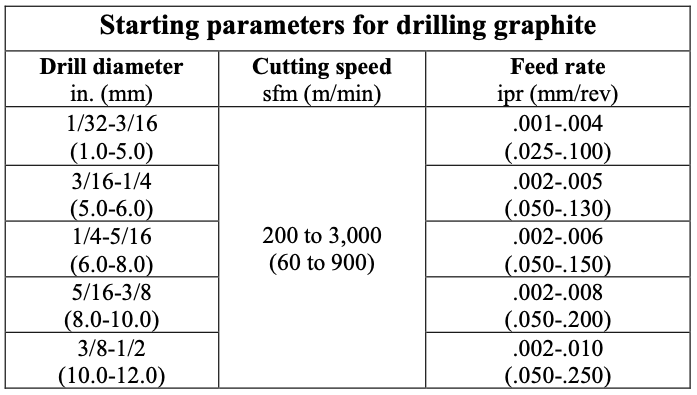 Profiling Machining Parameters: the table below shows starting machining parameters for Dapra & Millstar style ball nose, flat bottom, and back draft profiling cutters. 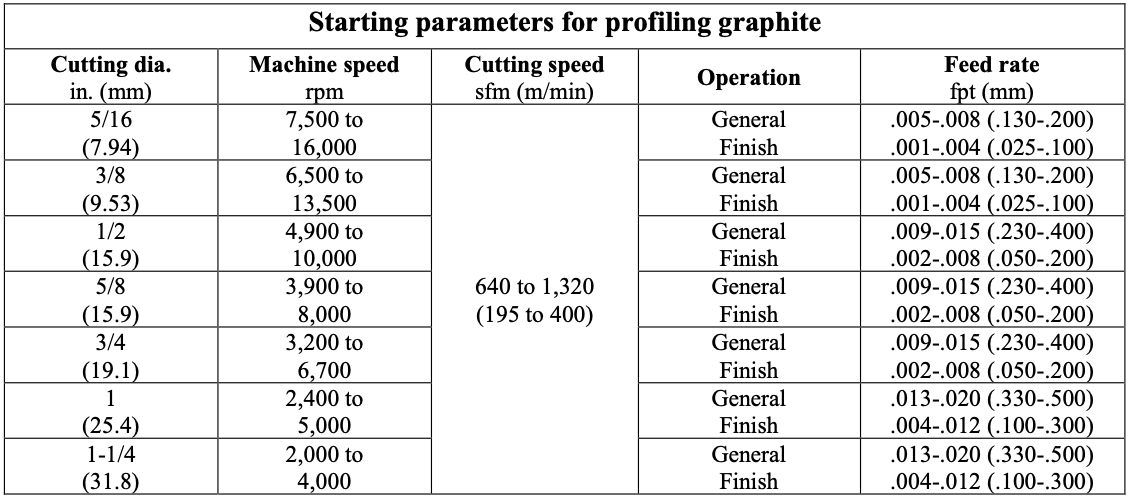 Turning and milling with inserted cutters Tool configuration: perishable inserts with 1/64” to 1/32” nose radii are most effectively used for turning and milling graphite. A positive rake insert with a finish ground flank is preferred. Surface finish: finish can be improved be selecting the appropriate tool geometry and feed rates. Larger nose radii will improve finish, but with increased tool pressure. A smaller nose radius will relieve pressure, but feed must be reduced to achieve comparable surface finish. DOC will not affect surface finish unless it causes excess tool pressure resulting in vibration, or if it is too light (under 0.005”) to remove an adequate amount of material. Breakout: breakout at the end of a pass is always a concern. This can be avoided by having a chamfer cut on the end of the part to ease exit of the tool or provide stock which can be later cut off. Avoid square-nosed cut-off tools to prevent breaking prior to completion of the cut. A 20- degree angle is recommended. Turning Workpiece configuration: when machining long rods and cylinders, higher speeds and depths of cut can be employed with higher strength graphite materials. Depth of cut: DOC should always be maximized when possible without incurring distortion of the part. When distortion is present, feed and DOC must be adjusted. Lower feed rates will allow holding deeper cuts. Feed rates of 0.005” per revolution for roughing and between 0.001” to 0.003”: for finishing might be necessary. Deeper cuts always generate higher pressures and larger fracturing particles, thereby producing rougher surface finishes. Machining Parameters: the table below shows starting machining parameters for general purpose and finish turning. 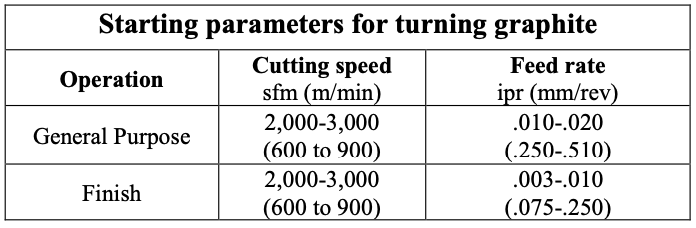 Milling Workpiece configuration: when milling large surfaces or volumes, higher speeds and depths of cut can be employed. Use higher strength graphite materials when there are thin walls involved. Depth of cut: DOC should always be maximized when possible, to reduce multiple passes. Lower feed rates will allow holding deeper cuts. Feed rates of 0.004”/tooth/revolution for roughing and between 0.0005” to 0.002”/tooth/revolution for finishing might be necessary. Multiple cutters: for multiple-pocket milling cutters it is recommended that axial alignment be used to align all inserts within +/-0.0002” for best results. This will improve surface finish and reduce insert wear, as all the inserts will be cutting equally. Machining Parameters: the table below shows starting machining parameters for general purpose and finish turning. 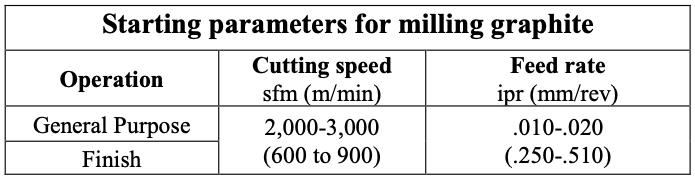
1 Comment
It's interesting to know that tools for diamonds would take a long time before they wear and would have a lower coefficient of friction as well. I guess the PCD tooling would be like that, since those are what the experts use for the material. It's just curios for me to learn about these things when I really love a good piece of jewelry. Leave a Reply. |
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
June 2024
Categories
All
|
 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|