|
At EMO 2023 in Hannover Germany, Horn presented an innovative extension for the Supermini system in the field of ultra-fine machining.  Horn has added a variant with a precision-ground rake face to the Supermini system especially for ultra-fine machining of bores. As a result of precision grinding of the cutting edge, it is free from notches when magnified approximately 200 times. The tool system can be used from an inside diameter of 0.3 mm (0.012"). The sharp insert geometry enables process reliability even with very small infeed and cutting feed rates. The specially developed coating is suitable for stainless steels, non-ferrous metals and other metallic materials. The insert of the Supermini Type 105 system requires only one tool holder for well over 1,000 insert variants. This applies equally to left-hand and right-hand versions. The carbide inserts are available in coated and uncoated versions in different grades for every application including hard machining up to 66 HRC. The patented droplet shape of the cross-section has a vibration-damping effect and delivers excellent repeatability when changing the insert. Internal coolant supply to the insert increases tool life, enhances cutting performance and improves chip removal. Horn offers the tools with elements for face clamping. This allows, for example, the insert to be changed easily without having to remove the holder from the machine. History Horn Supermini In 1989, HORN launched the technically superior Supermini system at EMO in Hannover, Germany. After considerable technical development, it was possible to successfully manufacture precision internal grooving tools for bores down to 5 mm (0.197") in diameter. The Supermini system was born and over time became one of Horn's most successful products. In addition, the Supermini system was the first precision tool to benefit from Horn's own in-house coatings.  Supermini Set
The Supermini is available as a set. The set consists of a round shank holder and three different clamping elements. The latter are suitable for the three different insert heights of the Supermini system, 03, 04 and 05. You can select the desired diameter of the round shank holder when ordering. Horn offers it in the diameters 10 mm, 12 mm, 16 mm, 20 mm, 22 mm, 25 mm and 28 mm. Inch dimensions are available in 1/2", 5/8", 3/4" and 1" diameters. All sets are available from stock.
0 Comments
Horn USA has introduced the new DR-Large modular reaming system for use in the machining of large bores.  Horn USA REAMING SYSTEM DR large Modular reaming for bore diameters up to 200 mm The latest DR tool offers easy handling and high-precision thanks to the proven technology of the DR system. The large number of cutting edges and high feed rates reduce cycle time and machining costs. Modular construction and solid carbide inserts offer the user exceptional flexibility. Tool setting is not necessary when exchanging the cutter’s head as HORN offers reconditioning service for the DR-Large system. The versatile and powerful interchangeable high-feed reamer is perfectly suited for finishing large bores from Ø140 mm (5.512”) to Ø200.2 mm (7.881”). The modular construction of the reaming tools can be extended to any length with beta module standard components. The beta module interface is ABS-compatible. HORN offers six types of cutter heads to cover the entire range of diameters in 10 mm (.394”) increments. All cutter heads are manufactured with internal through coolant to each cutting edge. The custom insert interface offers extreme precision and insert interchangeability within microns. High-precision, high-feed reaming is a very economical machining process compared to the boring of tight tolerance holes. The motivation behind DR-Large is the customer demand to replace large diameter tools with inserts brazed into a fixed position and tools that are diameter specific. The fixed tools require delicate handling, are often heavy, require skilled users, and present logistical challenges when replacing worn tools. HORN offers a perfect solution with the DR-Large pre-calibrated exchangeable reaming head. Dorian Tool has some very detailed technical information in their Solution Tool catalog to address deep hole boring. First we're going to list the fundamental rules of selecting the correct boring bar and then take a deeper dive into the fundamentals of troubleshooting. If you want more information, technical specifications and much more detailed information on troubleshooting you can download the Solution Tool catalog below.  DEEP HOLE BORING |
| The first machine driven deburring tool patent was filed in 1911 by F.A. Pica patent # 1,008,363. The original tool was an adaptation of a boring bit to accommodate a countersink portion on the backside of the hole. To set or activate the deburring process was a laboring process. After boring each hole the machinist must stop the spindle, move a mechanism to engage the deburring insert, start the spindle to begin the deburring process and then again, stop the spindle and disengage the insert and retract. The size and consistency of the countersink was somewhat guesswork at the time, but ultimately did the job. | 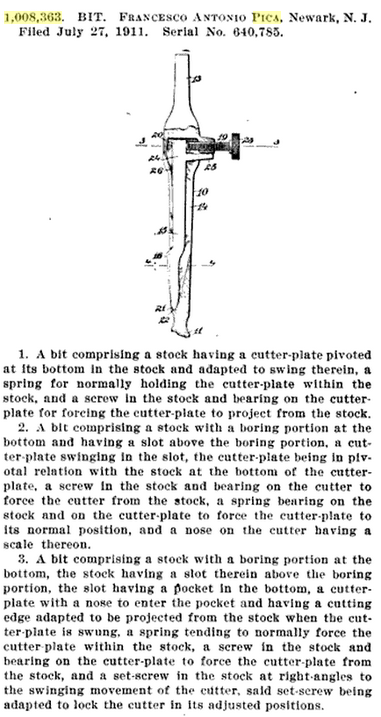 |
 | In 1943 hole deburring saw the first dramatic update when A. Fried separated the boring and deburring process with patent # 2,314,084. This helped to achieve a higher quality and accommodate the higher production volumes of the day. This improved the machining process which could be set to perform desired deburring operations. But with this tool the cutter still had to be projected and retracted by hand which still made it labor intensive. |
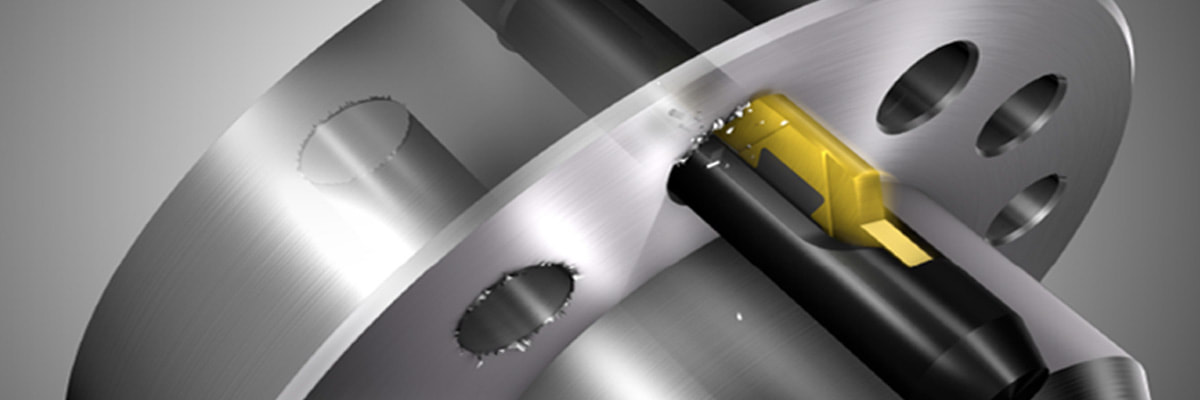
| The onset of 1950’s led to many updates in deburring leading up to the high volume production requirements of today. It was in 1952 when the most notable change was by S.A. Cogsdill. He eliminated the hand operated deburring process and provided an adjustable tool with his patent # 2,620,689. This tool can be set to perform desired chamfer sizes and is activated by a spring and plunger, taking the hand operation out of the process. With this improvement, deburring became an automated process. | 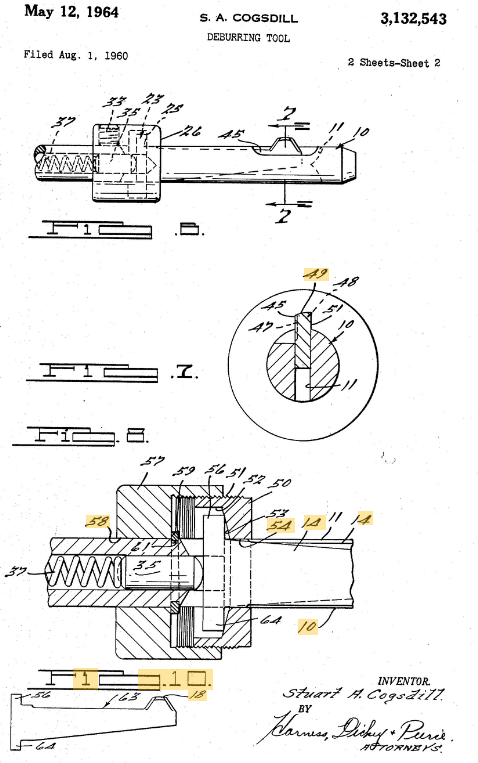 |
Today’s tools offer many solutions to accommodate the many varieties of applications and materials. Looking at the technical aspects of each application, material and individual customer’s goals, E-Z Burr has taken the process of deburring to the next level.
Since 1960, E-Z Burr has been providing innovative and versatile deburring solutions for customers. Over the last 5 years they have introduced and expanded their Carbide Series of deburring tools to produce successful results on hard to machine materials and higher production volumes. “From the very start, our goal has been to provide tools that are durable, dependable, easy to use and maintain, while offering our customers a fair and reasonable price,” says Bill Robinson, President of E-Z-Burr. “We are always looking for new, innovative ways to meet the needs of our customers.”
Since 1960, E-Z Burr has been providing innovative and versatile deburring solutions for customers. Over the last 5 years they have introduced and expanded their Carbide Series of deburring tools to produce successful results on hard to machine materials and higher production volumes. “From the very start, our goal has been to provide tools that are durable, dependable, easy to use and maintain, while offering our customers a fair and reasonable price,” says Bill Robinson, President of E-Z-Burr. “We are always looking for new, innovative ways to meet the needs of our customers.”
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases.
Archive
June 2024
May 2024
April 2024
March 2024
February 2024
January 2024
December 2023
November 2023
October 2023
September 2023
August 2023
July 2023
June 2023
May 2023
April 2023
March 2023
February 2023
January 2023
December 2022
November 2022
October 2022
September 2022
August 2022
July 2022
June 2022
May 2022
April 2022
March 2022
February 2022
January 2022
December 2021
November 2021
October 2021
September 2021
August 2021
July 2021
June 2021
May 2021
April 2021
March 2021
February 2021
January 2021
December 2020
November 2020
October 2020
September 2020
August 2020
July 2020
June 2020
May 2020
April 2020
March 2020
February 2020
January 2020
December 2019
November 2019
October 2019
September 2019
August 2019
July 2019
June 2019
May 2019
April 2019
March 2019
February 2019
January 2019
December 2018
November 2018
October 2018
September 2018
August 2018
July 2018
June 2018
May 2018
April 2018
March 2018
Categories
All
52/96 Workholding
Adhesive Workholding
Aerospace Manufacturing
Allen Benjamin
ATC Alignment
Better Edge
Blue Photon
Blue Photon Grip Pallet
Boring
Broaching
Brubaker Tool
BT Holders
Carbon Fiber
Case Study
CAT Holders
Chamfering
Coatings
Collet Nut
Collets
Collets: Lathe
Composite Machining
Coolant Lines
Countersink
Dataflute
Deburring
Decatur Diamond
Definitions
Diamond CVD
Diamond PCD
Dorian Tool
Drilling
Eastec
End MIll
EZ Burr
Face Milling
Fixturing
F&L Technical Sales
Fretting
Geometry
GMN Spindle
Graphite Machining
Grooving
Guide Bushings
GWS Tool Group
Hannibal Carbide
Heimatec
Henninger
Heritage Cutter
High Speed Whirling
Hirt-Line
Hommel + Keller
Horn Supermini
Horn USA
Hydraulic Toolholder
IMTS
Inserts
JET Whirling
Knurl Cutting
Knurl Cutting
Knurl Forming
Knurling
Live Tooling
Mate Workholding
Medical Device
Medical Manufacturing
MegaFORCE
Modern Industries
ModLOC
MPower
Nexturn Swiss
North American
Parlec
Part Marking
Platinum Tooling
Practical Machinist
Pull Studs
Reamers
Recondition
Retention Knobs
REV Broaching
RMT - Rocky Mountain Twist
Screw Threads
ShrinkLOCKED
Slot Cutting
Slot Milling
SpeedLOC
Spindle Repair
Spindle Speeder
Spindle Wear
Swiss
Taps
Taps: Bottom
Taps: HSSE
Taps: Plug
Taps: Roll Form
Taps: Taper
Techniks
Techniks SPINner
Technocrats
Tech Tip
Tecnicrafts
Threadmilling
Toolholders
Troubleshooting
Turbo-Whirling
Turret
USMTO
Weldon Tool
Workholding
Zero Point
 RSS Feed
RSS Feed