|
by Bernard Martin Unlock the full potential of your composite machining with Decatur Diamond's high-performance cutting tools! From carbon fiber and glass fiber reinforced polymers to metal matrix composites, their extensive range includes versatile routers, honeycomb routers, compression routers, diamond cut routers, and drilling products. Engineered for precision, durability, and efficiency, their tools minimize delamination and fiber pullout while ensuring clean, precise cuts and extended tool life. Discover why Decatur Diamond is the industry leader in advanced tooling solutions for composite materials.  Decatur Diamond offers a broad range of tools for matching composites. Show here from right to left:End mIlls, Compression Router, Honeycomb Router, Diamond Coated Turning Inserts, Router and Drills. Decatur Diamond offers an extensive range of high-performance cutting tools optimized for machining composite materials, including carbon fiber reinforced polymer (CFRP), glass fiber reinforced polymer (GFRP), and metal matrix composites (MMC). These advanced tools allow for the efficient machining of large parts, reducing tooling changeovers and overall costs. By tailoring super hard materials such as coated CVD, CVD, and PCD fabricated tools, Decatur Diamond meets the unique challenges of machining composites. Below is an overview of our specific product lines that make Decatur Diamond's tools unique in the industry.  Decatur Diamond's Diamond Coated End Mills Decatur Diamond's Diamond Coated End Mills Diamond Coated End Mills Decatur Diamond 's Diamond Coated End Mills are designed for high-performance machining of non-ferrous materials. With potentially the best diamond adhesion in the coated tool industry, these tools offer coating thickness and crystal size options to meet various application requirements. Available in square, corner rounding, ball, and profiling geometries, these end mills ensure superior performance and tool life. Sizes start from 0.015” (1mm) and can be customized for special applications.
 Decatur Diamond's Diamond Coated Inserts Decatur Diamond's Diamond Coated Inserts Diamond Coated Inserts Decatur Diamond 's Diamond Coated Inserts are available in common ISO & ANSI standards, as well as in milling insert forms. These inserts come with various coating thickness and crystal size options to meet different application needs, ensuring high performance and durability. Geometries include CCMT, CNMP, DCMT, DNMP, TCMT, TPG, TPGH, VBMT, VBMW, and VNMP styles
 Decatur Diamond’s Versatile Router Decatur Diamond’s Versatile Router Versatile Router Decatur Diamond’s Versatile Router is designed for a wide range of composite materials, providing excellent performance and durability. These routers are particularly effective in minimizing delamination and fiber pullout, ensuring clean and precise cuts. The versatile design allows for adaptability in various applications, reducing the need for multiple tools and streamlining the machining process.  Decatur Diamond’s Honeycomb Router Honeycomb Router Decatur Diamond ’s Honeycomb Router is specifically engineered for machining honeycomb structures, which are common in aerospace and other high-performance industries. These routers are designed to maintain the structural integrity of the honeycomb material while providing smooth and accurate cuts. The unique geometry and cutting edge design minimize fraying and ensure a longer tool life.  Decatur Diamond Compression Router Compression Router The Compression Router from Decatur Diamond is optimized for machining layered composite materials. It features a unique compression design that pushes the material toward the center of the tool, preventing delamination on both the top and bottom surfaces of the workpiece. This tool is ideal for applications requiring high surface finish and precision.  Decatur Diamond's Diamond Cut Router Diamond Cut Router The Decatur Diamond Diamond Cut Router is known for its exceptional cutting capabilities and long tool life. With diamond-coated edges, this router offers superior wear resistance and performance when machining abrasive composite materials. It is perfect for high-volume production environments where tool longevity and consistent performance are critical.  Diamond Coated Drills Diamond Coated Drills Diamond Coated Drills Decatur Diamond offers a comprehensive line of diamond-coated carbide drills designed for non-ferrous and composite material applications. These drills, available in a variety of geometries and coating thickness options, ensure superior performance and extended tool life. The optimized tool geometries ensure superior performance and extended tool life, making them ideal for drilling precise holes in challenging materials. With diameters ranging from 0.028” to 0.750” (1mm to 12.50mm), including most letter, #, and wire sizes, they are ideal for precision drilling in challenging materials.
Decatur Diamond’s commitment to innovation and quality makes our tools the preferred choice for machining composite materials. With tailored solutions and a focus on reducing operational costs, our high-performance tools help you achieve superior results in your machining processes.
0 Comments
Elevate Your Precision Machining with Tecnicrafts: A New Era for Swiss Type CNC Automatic Lathes6/18/2024  Here at F&L Technical Sales, we're excited to introduce an advanced lineup of Tecnicrafts High Precision Collets and Guide Bushings, specifically engineered for Swiss Type CNC Automatic Lathes. This comprehensive range offers unparalleled precision, versatility, and durability to meet the demanding needs of modern manufacturing environments. Tecnicrafts is one of the premiere brands brought to us by Platinum Tooling. Carbide Lined Guide Bushings: Precision Meets Versatility Tecnicrafts Carbide Lined Guide Bushings are designed for exceptional performance, available in round, hex, square, or custom profiles to suit diverse machining needs. With Max Land Extended Carbide options available up to 75 mm and special features like Ultra Precision, Extended Nose, and U-line options, these bushings set new standards in machining accuracy and flexibility. Steel Collets: Unmatched Reliability for Main & Sub Spindles Tecnicrafts' Steel Collets are crafted to enhance your lathe's efficiency, compatible with both main and sub spindles. Choose from round, hex, square, or custom profiles, with smooth or grooved bores to match your project requirements. Our Steel Collets also come with special options, including Ultra Precision and Extended Nose, in the V-line series, offering superior clamping and precision. Bar Feeder Collets: Uniform Tension for Optimal Feeding Designed for seamless integration with bar feeders, Tecnicrafts Bar Feeder Collets are available with external & internal threads or in a pin type style, ensuring uniform tension for consistent feeding and machining accuracy. ER Collet Chucks: Precision and Durability Tecnicrafts ER Collet Chucks, available in both single and double-ended styles, these chucks are distinguished by their exceptional runout tolerance, maintained within a maximum of .005 mm. They conform rigorously to h6 shaft standards, ensuring that each component delivers superior accuracy and extends tool life. Offered in a wide variety of shank types. Customers can choose from round shanks, round shanks with flats, in both single and double ends, available in an extensive range of both metric and inch sizes. Shanks can also be equipped with a back-up screw, providing additional customization options to meet specific operational requirements. Guide Bush with Extended Carbide Insert: For Long, Accurate Components The "Max Land" Guide Bushing with an Extended Carbide Insert offers a guiding surface length of up to 70mm and bore diameters ranging from 4 mm to 42 mm. This solution is ideal for components requiring extensive drawing back, such as long thread chasing, ensuring high concentricity and preventing slippage with its extended carbide insert. Guide Bush - Drawn (Adjustable) Type: Custom Precision for Swiss Type CNC Lathes Tailored for Swiss type CNC automatic lathes, Tecnicrafts Drawn (Adjustable) Type Guide Bushes ensure an excellent bore finish with a surface finish Ra value of 0.4 micron. With standard bore chamfer and customizable solutions, these guide bushes are engineered for optimal flexibility and precision. Guide Bush with Brass Guide: Enhanced Component Guidance Upon request, all Tecnicrafts Guide Bushes can be equipped with a Brass Guide, providing superior guidance and support for the job, ensuring smoother operations and enhanced product quality. Tecnicrafts, is committed to pushing the boundaries of precision machining. Their collets are not just tools; they are the building blocks for achieving peak performance and excellence in your machining processes. Dive into the future of manufacturing with Tecnicrafts' precision solutions—because when it comes to precision, we settle for nothing but the best. Ready for Precision? Explore the transformative impact of Tecnicrafts High Precision Collets and Guide Bushings on your Swiss Type CNC Automatic Lathes. Contact us at F&L Technical Sales Inc. to discover more about how our products can elevate your machining projects to new heights of precision and efficiency.  Russell, MA – F&L Technical Sales, a leading provider of industrial solutions, is excited to announce its recent appointment as the exclusive agent for Hirt-Line, the pioneering manufacturer of "The Original Coolant Hose System" for CNC machine tools. F&L Technical Sales becomes the first agent in North America to begin development of the supply chain of this product line.
This strategic partnership marks a significant step forward in F&L Technical Sales' commitment to delivering top-tier industrial products and solutions in New England. Hirt-Line, known for its high-quality, stainless steel, high-pressure coolant lines that withstand machine vibration and pressures up to 1500 psi, has chosen F&L Technical Sales to represent its interests due to their outstanding reputation and deep market penetration in the metalcutting sector. This collaboration is set to bring Hirt-Line’s innovative and highly customizable coolant hose systems closer to a broader audience while enhancing CNC machine tool performance. "The partnership with Hirt-Line aligns perfectly with our mission to offer only the best in class solutions to our clients," said Howie Freedman, of F&L Technical Sales. "Hirt-Line’s dedication to innovation and quality in high pressure coolant system delvierey will complement our range of cutting tool products and services, providing our customer with high pressure coolant delivery for optimizing their machining processes." Hirt-Line’s coolant hose systems are renowned for their flexibility, durability, and precision. They are designed to be easily adjustable and are capable of handling a variety of machining applications including milling, turning, and grinding. The systems are available in multiple configurations, ensuring that every CNC machinery's cooling needs can be met with precision. Hirt-Line offers four distinct coolant hose systems, each designed to meet specific machining needs. The Type 0 system (1/8") is ideal for precise adjustments and includes a range of nozzles suitable for detailed work. Type 1 (1/4") supports a broader range of applications with its extensive nozzle options and adapters, handling flow rates up to 170 liters per minute. Type 2 (1/2") enhances machine processes by optimizing flow and stability with a variety of nozzles for different machining tasks. Lastly, Type 3 (3/4") is the most robust, supporting the highest flow rates and offering nozzles and adapters that ensure maximum stability and efficiency in demanding environments. Each system is tailored to deliver exceptional performance and adaptability in coolant management across various CNC machining operations. Most importantly, all 4 system sizes that are mutually compatible! "We are excited to partner with F&L Technical Sales and confident that their expertise and network will increase our presence in the New England market," stated Tim Young, at Altitude SI LLC, the exclusive North American distributor of Hirt-Line. "Through this partnership, we aim to enhance the operational capabilities of CNC machines, ultimately contributing to greater productivity. longer tool life, redcued cycle time and better surface finishes for our customers." The partnership is effective immediately, with F&L Technical Sales set to handle inquiries, sales, and support for the entire range of Hirt-Line products. written by Bernard Martin  In a significant development that is set to redefine machining standards, Horn USA has announced the launch of its new carbide grades, IG3 and IG6. These introductions signal a major breakthrough in extending tool life in the machining of materials such as stainless steels, titanium alloys, and superalloys, offering unmatched performance and longevity thanks to their unique coating thicknesses and substrate materials. The IG3 grade is distinguished by its 3-micron coating thickness, a feature denoted by the "3" in its name. Meanwhile, the IG35 insert, which falls under the IG3 grade, designates carbide substrate 5, a MG12 10% cobalt micrograin that Horn designed to be an optimal balance of hardness and toughness for enhanced durability. For more demanding applications, the IG6 grade steps up with a thicker, 6-micron coating, ensuring even greater efficiency and performance longevity. A pivotal aspect of these new grades is the application of High Power Impulse Magnetron Sputtering (HIPIMS) coating technology. This advanced coating method ensures that the AlTiSiN coating adheres exceptionally well to the tool surface without necessitating hones or edge preparation. The coating adhesion remains consistent even on upsharp inserts. This breakthrough not only extends tool life significantly but also contributes to a tougher tool capable of withstanding temperatures up to 1100 degrees Celsius and maintaining a Vickers hardness of 1820 (HV10). The AlTiSiN coating, applied using HIPIMS technology, facilitates a lower coefficient of friction and ensures that the heat generated during machining is directed to the chip instead of being absorbed by the insert substrate. This innovative approach allows for higher machining temperatures without compromising the tool's performance. The enhancements brought by the IG35 variant are particularly noteworthy. Turning tools coated with IG35 have shown a remarkable increase in tool life compared to those using the previous TH3 grade, as evidenced by extensive testing. Although the IG3 grade matches the performance of the TH3 in milling applications in terms of tool life, the introduction of the IG6 grade with its thicker coating has significantly improved tool life in milling operations, without sacrificing the quality of the finish. These improvements have been achieved while running the surface feet per minute (SFM) of the older TH3 grade, highlighting the substantial advancements in tool life and efficiency. In some milling applications it was found to increase tool life beyond twice that of TH3, making it a good choice as a drop-in replacement in established processes. Most engineers seems to feel that higher SFM rates should be able to be attained with the IG6 while still getting great tool life and finish. The applications for the IG3 and IG6 grades are extensive, covering a wide array of machining tasks from grooving, both internal and external, to more specialized operations such as chamfering, face grooving, and thread machining. This versatility ensures that Horn USA's new carbide grades can meet the diverse needs of the machining industry, setting new benchmarks in performance, efficiency, and tool longevity. Horn USA's commitment to pushing the boundaries of innovation is evident in the launch of the IG3 and IG6 grades. These new offerings not only cater to the evolving demands of the machining sector but also underscore Horn USA's dedication to enhancing manufacturing efficiency and tool performance. Operating from Nashville, Tennessee, Horn USA, a subsidiary of the globally renowned Horn Group, continues to lead the way in delivering high-performance cutting tools and solutions. With a steadfast focus on innovation, quality, and customer service, Horn USA is poised to drive the machining industry forward, helping customers achieve unparalleled manufacturing success. For more details on the IG3 and IG6 grades and other products from Horn USA, interested parties are encouraged contact F&L Technical Sales Inc. today. edited and written by Bernard Martin  Operating the sPINner Magnetic Deburring Machine is a seamless process with its intuitive controls and customizable features. The sPINner comes equipped with adjustable speed and intensity controls, along with programmable timers for each direction, giving you complete control over the deburring process. The LED display ensures precision and delivers customized results. The sPINner’s functionality relies on powerful magnets situated below the sPINner well, creating a rotating magnetic field within the sPINner tub. This stirring action, when paired with magnetized stainless steel pin media, effectively deburrs, smooths rough edges, and polishes your parts, resulting in the best possible finish.  The , stainless steel pin media, can be added to a single or multiple tubs along with liquid solution, cutting fluid or even water. The parts that require deburring are added to the container and the desired cycle time and other parameters are dialed in to the controller.
When it's time to separate the demurred parts from the media, simply pour everything through a strainer that sits in a second container. Place the strainer and the container back in the tub of the sPINner unit, momentarily turn it on and all of the magnetic pins are sucked through the colander/strainer. And you're ready for your next batch of deburring parts to be added. Here are a few usage tips to operate the Magnetic Deburring Machine:
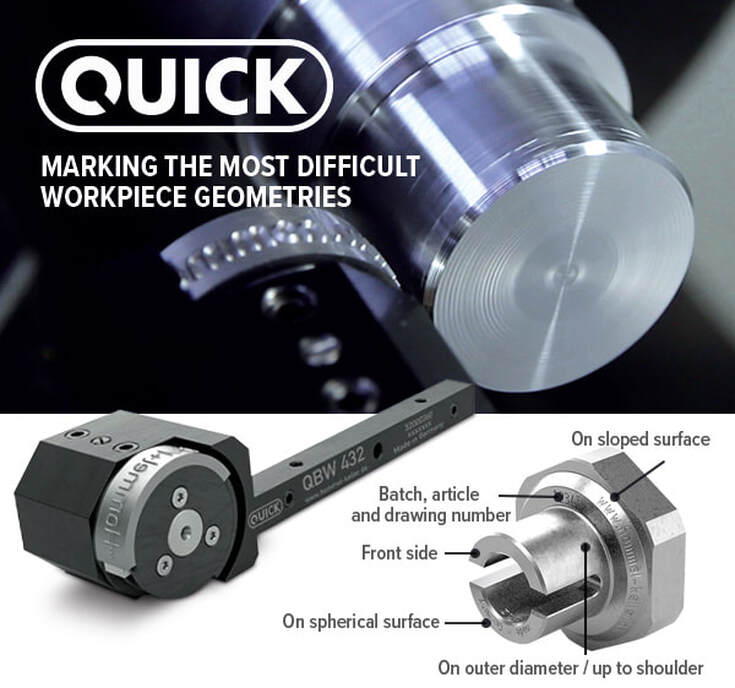 PART MARKING PERFORMED IN SECONDS!
Save time and money with QUICK Marking Tools from Hommel + Keller. This modular part marking system makes it possible to reduce marking time by 85% in comparison to laser marking QUICK Marking Tools offer many features and benefits:
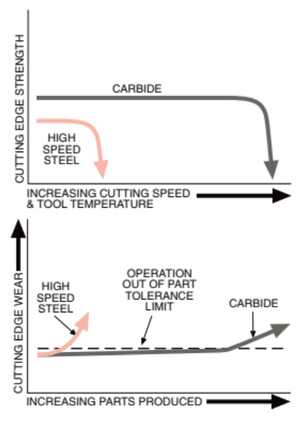
compiled and edited by Bernard Martin 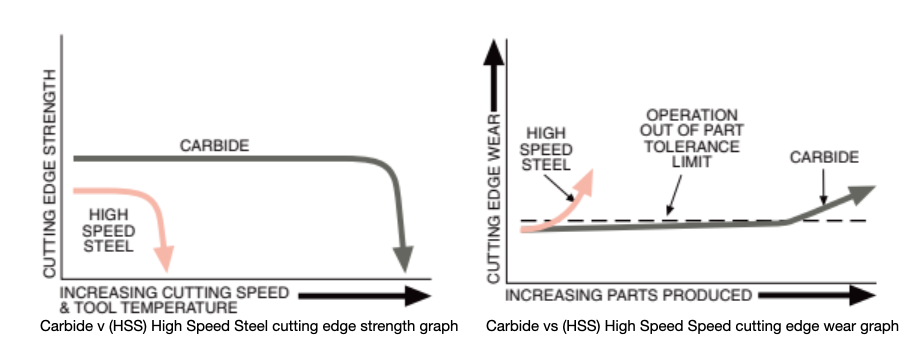 The choice between various materials can significantly impact performance, productivity, and cost-effectiveness in Metalcutting manufacturing. Among the materials commonly used for cutting tools, carbide-tipped tools have remained in prominence for their remarkable advantages when compared to solid carbide and high-speed steel (HSS) tools. In this article, based upon information supplied by Hannibal Carbide, we explore the distinctive benefits of carbide-tipped tools by comparing them to their solid carbide and HSS counterparts. Durability and Longevity One of the foremost advantages of carbide-tipped tools is their exceptional durability and longevity. These tools combine the best of both worlds, featuring a tough steel body with a carbide insert at the cutting edge. When compared to solid carbide tools, carbide-tipped tools often outlast them due to their ability to withstand high-impact applications. In contrast, HSS tools are more prone to wear and require frequent regrinding or replacement Versatility Carbide-tipped tools offer a remarkable level of versatility. The carbide inserts are available in various grades, each tailored to specific machining tasks. This adaptability allows users to choose the ideal carbide grade for their application, optimizing tool life and performance. In contrast, solid carbide tools, while highly capable in specific applications, lack the flexibility to adapt to various materials and machining conditions. HSS tools, though versatile, may not match the cutting speed and precision of carbide-tipped tools in demanding applications. Cutting Speed and Efficiency Carbide-tipped tools excel in cutting speed and efficiency, making them a preferred choice for high-production environments. The hardness of carbide allows for faster cutting speeds, which translates to reduced machining time and increased productivity. Solid carbide tools come close but may not always match the speed and efficiency of carbide-tipped tools, especially when it comes to demanding materials like stainless steel or hardened alloys. HSS tools, on the other hand, are often outpaced in terms of cutting speed and efficiency. Heat Resistance Heat resistance is a critical factor in machining, especially when working with materials that generate high temperatures during cutting. Carbide-tipped tools have superior heat resistance compared to HSS tools. The carbide can endure high temperatures without losing its cutting edge, ensuring consistent performance even under demanding conditions. Solid carbide tools have good heat resistance but may be prone to chipping or breakage when subjected to extreme heat, which is less of an issue for carbide-tipped tools. Cost-Effectiveness While the initial cost of carbide-tipped tools may be higher than HSS tools, their durability and longevity make them a cost-effective choice in the long run. Solid carbide tools, while durable, can be more expensive and may not justify their cost in all applications. HSS tools, although cheaper initially, may need more frequent replacements and regrinding, ultimately incurring higher costs over time. In the world of cutting tools, carbide-tipped tools stand out as a versatile, high-performance, and cost-effective solution. Their unique combination of a tough steel body with a carbide insert at the cutting edge offers durability, versatility, high cutting speeds, heat resistance, and cost savings. While solid carbide and high-speed steel tools have their merits in specific applications, carbide-tipped tools are the go-to choice for industries and machinists looking to maximize efficiency and quality across a wide range of machining tasks. Whether you're working with metals, plastics, or composites, carbide-tipped tools provide a winning edge in the world of precision cutting and machining. Advantages of Carbide Tipped |
 |
|
Advantages of CARBIDE TIPPED
VS.
SOLID CARBIDE ADVANTAGE
 Cracked solid carbide tool shatters
Cracked solid carbide tool shatters - Carbide grade selected for cutting characteristics - not compromised for structural strength
- Tipped tools usually cost less than solid carbide
- Often utilize specialty carbides not available in solid round forms
- Expensive carbide only used for cutting edge & chip forming surface
- More aggressive cutting edge geometries - shear, edge & rake angles
- A shattered solid carbide tool often damages the piece being machined
- Hardened tough alloy steel body provides superior structure to absorb shock loads
- Carbide cracks stopped in steel body pocket rather than shattering the entire tool
- Reduced scrap & machine downtime as even a cracked carbide tipped tool keeps cutting
- Carbide cracks stopped in steel body pocket rather than shattering the entire tool
ADVANTAGEs of CARBIDE TIPPED
VS.
CARBIDE INSERT
 Cracked carbide tipped tool keeps cutting
Cracked carbide tipped tool keeps cutting - Initial tooling costs far lower for carbide tipped tools
- Insert pocket interferes with chip flow
- Vibration-free brazed carbide tip permits higher feeds & speeds since inserts simply cannot be securely clamped to avoid all vibration problems
- Far better finish using carbide tipped tools
- Inserts are impractical for many operations such as reaming and most drilling
The Next Era of Performance and Versatile End Mills has arrived: Data Flute's SSI-5plus & SSI-7
2/21/2024
As machine shops seek precision, tool life, and versatility in a wide variety of materials,
the SSI-5plus and SSI-7 have emerged as the performance leader in a lot of categories!
the SSI-5plus and SSI-7 have emerged as the performance leader in a lot of categories!
written and edited by Bernard Martin
Dataflute introduces SS-5plus and SS-7 End Mills
Data Flute, the renowned end mill manufacturer who pioneered the adoption of the 3 and 5 flute end mills for stainless steel and exotic alloys nearly 30 years ago, has recently introduced two new groundbreaking end mills— the SSI-5plus and SSI-7. These cutting-edge tools are designed to set the standard for versatility and performance in (P)steel, (H)hardened steels, (M)stainless steels, (S)super alloys and even (K)cast iron.
The SSI-5plus End Mill

For many years the SSI-5 has been the mainstay of Datflute's variably indexed, ferrous alloy rougher/finisher. It's truly the all-terrain vehicle of their ferrous alloy series.
Now, Datflute has updated the already impressive SSI-5 with a new, advanced substrate, formerly only offered in their SSI-7 series, an even higher-performance coating and field tested micro-geometry. The result is a tool that provides outstanding cutting performance and substantially greater tool life.
The SSI-5plus will appeal to machinists who demand high performance endmills, but seek to minimize tool changes, or tool inventory, over a wider range of milling operations. This offering mirrors the SSI-5 with regard to diameters, lengths of cut, overall lengths and radii offered. Dataflute is transitioning their 5 flute, variably indexed, ferrous alloy rougher/finisher from the SSI-5 to the SSI-5plus.
Now, Datflute has updated the already impressive SSI-5 with a new, advanced substrate, formerly only offered in their SSI-7 series, an even higher-performance coating and field tested micro-geometry. The result is a tool that provides outstanding cutting performance and substantially greater tool life.
The SSI-5plus will appeal to machinists who demand high performance endmills, but seek to minimize tool changes, or tool inventory, over a wider range of milling operations. This offering mirrors the SSI-5 with regard to diameters, lengths of cut, overall lengths and radii offered. Dataflute is transitioning their 5 flute, variably indexed, ferrous alloy rougher/finisher from the SSI-5 to the SSI-5plus.
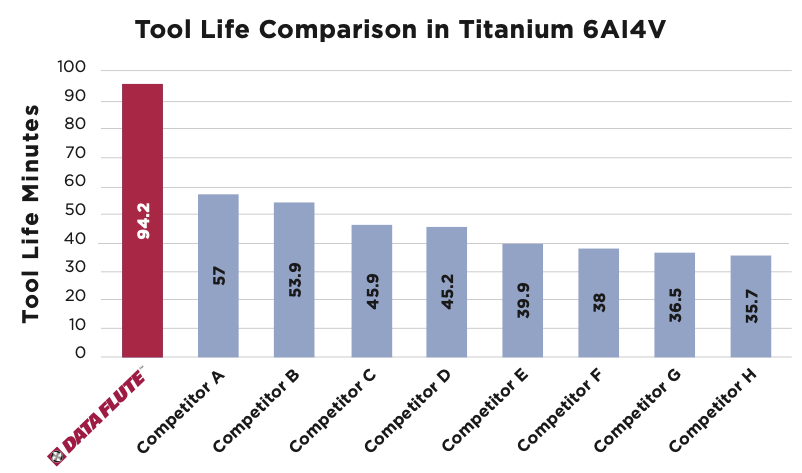
SSI-5 plus vs Leading Competitors. All Tool life results are from accelerated wear test.
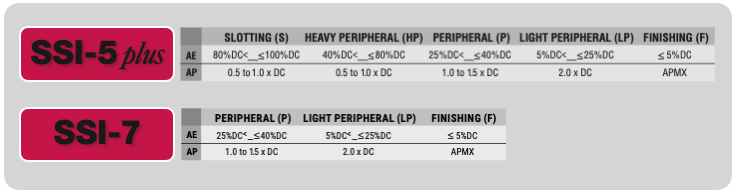
With five flutes featuring an unequal index and a variable helix, this end mill is designed to optimize chip evacuation and reduce cutting forces, ensuring efficiency in a variety of machining scenarios. The SS-5plus is a non-center cutting tool available in both RH-C and RH-H configurations, with a continuous cutting edge for seamless performance.
The tool adheres to strict tolerances, featuring a shank diameter held to h5 specifications, while the cutting diameter boasts precision within -0.001"/-0.002". The corner radius is equally refined, offering +0.001"/-0.001". Whether used for roughing or finishing, the SS-5plus from Data Flute delivers exceptional results, promising machinists a combination of accuracy, versatility, and reliability in their machining endeavors.
The tool adheres to strict tolerances, featuring a shank diameter held to h5 specifications, while the cutting diameter boasts precision within -0.001"/-0.002". The corner radius is equally refined, offering +0.001"/-0.001". Whether used for roughing or finishing, the SS-5plus from Data Flute delivers exceptional results, promising machinists a combination of accuracy, versatility, and reliability in their machining endeavors.
SSI-7 End Mill

Data Flute unveils the SS-7 end mill, a cutting-edge solution designed for high-efficiency machining in ferrous alloys. This finisher showcases a new carbide substrate, ensuring superior durability and outstanding tool life, even in demanding applications.
Engineered with specific geometry tailored for titanium alloys and stainless steels, the SS-7 features seven flutes with an unequal index and a constant helix, promoting efficient chip evacuation and reduced cutting forces.
This non-center cutting tool, available in both RH-C and RH-H configurations, boasts a continuous cutting edge for seamless machining.
The SS-7 end mill sets a standard with its tight tolerances, including a shank diameter held to h5 specifications and a cutting diameter precision within -0.001"/-0.002". The corner radius further enhances precision, offering +0.001"/-0.001". Machinists can expect not only high efficiency but also superior surface finishes, making the SS-7 a standout choice for those seeking precision, longevity, and exceptional performance in ferrous alloy applications.
Engineered with specific geometry tailored for titanium alloys and stainless steels, the SS-7 features seven flutes with an unequal index and a constant helix, promoting efficient chip evacuation and reduced cutting forces.
This non-center cutting tool, available in both RH-C and RH-H configurations, boasts a continuous cutting edge for seamless machining.
The SS-7 end mill sets a standard with its tight tolerances, including a shank diameter held to h5 specifications and a cutting diameter precision within -0.001"/-0.002". The corner radius further enhances precision, offering +0.001"/-0.001". Machinists can expect not only high efficiency but also superior surface finishes, making the SS-7 a standout choice for those seeking precision, longevity, and exceptional performance in ferrous alloy applications.
Tech spec overview
- Material Composition - SS-5plus and SS-7 end mills are crafted from high-quality micro-grain carbide, ensuring exceptional durability and resistance to wear.
- Geometry and Flute Design - The SS-5plus features a unique 5-flute design, providing increased stability and reduced vibrations during cutting operations. The SS-7, with its 7-flute configuration, is engineered for high-speed machining, delivering efficient chip evacuation and improved surface finish.
- Coating Technology - Both end mills come equipped with advanced coating technologies such as TiALN (Titanium Aluminum Nitride) or TiCN (Titanium CarboNitride), enhancing tool life and facilitating high-speed machining applications.
- Cutting Parameters - The SS-5plus and SS-7 are optimized for a wide range of materials, including steels, stainless steels, and exotic alloys, showcasing versatility in machining operations.
A Leap FOrward
Data Flute's SSI-5plus and SSI-7 end mills signify a significant leap forward in cutting tool technology. With their meticulous design, superior materials, and advanced coating technologies, these end mills are poised to meet the diverse needs of modern machining processes. As machinists seek precision, tool life, and versatility in materials, the SSI-5plus and SSI-7 emerge as compelling choices, ready to cut their place in the new era of cutting tools.
| | |
When a casting proved too malleable for traditional gripping, Thomas/Euclid Industries adopted — and succeeded with — Blue Photon adhesive workholding.
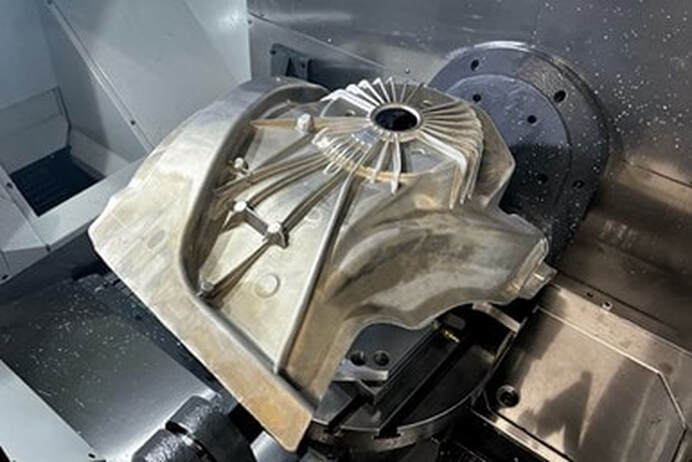
Soft material was not the EV strut housing’s only workholding challenge: The part barely fit the UMC 750’s travels. Potential fixtures needed to be low-profile enough to ensure the part continued to fit the machine. Images courtesy of Thomas/Euclid.
As metals go, aluminum is soft and quick to bend — factors which make it easy to work with for most machining applications but make workholding to tolerances of 0.0005 inch unfeasible with traditional grippers. The force required to perform workholding could send the part out of tolerance, requiring rework or scrap. For Thomas/Euclid Industries, this difficulty became the push it needed to experiment with alternative forms of workholding, utilizing Blue Photon’s adhesive grippers to perform contactless gripping on an EV strut housing made from an aluminum casting.
Maximizing Lights-on Profits
Thomas/Euclid is primarily an aerospace manufacturer — EV automotive parts are not the norm for the company. In this case, the job came about not long after the shop installed a MatsuuraMX 330 five-axis machine.
The new machine’s automation capacity enabled the shop to run many of the jobs previously on its five-axis Haas UMC 750 for longer periods, decreasing the time necessary to complete these jobs even as it left the UMC 750 idle.
Ryan Merrill, chief operating officer at Thomas/Euclid, says the search for additional work to put on the shop’s UMC 750 led the company to a customer already committed to machining EV strut housings.
Complications had arisen from the compressed timeframe to prepare for the job — the typical two-year development time for the part had been shortened to eight months — and a delay in receiving the five-axis machines the customer had been planning to use to machine the housings. Thomas/Euclid had the opportunity to act as a stopgap, delivering parts until its customer’s machines were up and running.
Another complication? Most shops that had been offered the job had already turned it down due to the nature of the part itself: a 20-inch-long, near-net aluminum casting with an odd shape and inconvenient tolerances.
While the customer would provide the casting, and all Thomas/Euclid needed to do was machine holes in it, consistently gripping the part without marring and distorting it was a massive challenge.
The new machine’s automation capacity enabled the shop to run many of the jobs previously on its five-axis Haas UMC 750 for longer periods, decreasing the time necessary to complete these jobs even as it left the UMC 750 idle.
Ryan Merrill, chief operating officer at Thomas/Euclid, says the search for additional work to put on the shop’s UMC 750 led the company to a customer already committed to machining EV strut housings.
Complications had arisen from the compressed timeframe to prepare for the job — the typical two-year development time for the part had been shortened to eight months — and a delay in receiving the five-axis machines the customer had been planning to use to machine the housings. Thomas/Euclid had the opportunity to act as a stopgap, delivering parts until its customer’s machines were up and running.
Another complication? Most shops that had been offered the job had already turned it down due to the nature of the part itself: a 20-inch-long, near-net aluminum casting with an odd shape and inconvenient tolerances.
While the customer would provide the casting, and all Thomas/Euclid needed to do was machine holes in it, consistently gripping the part without marring and distorting it was a massive challenge.
The combination of a quick-change base and adhesive workholding enabled the shop to manually change over setups and fixture parts in about seven to 10 minutes while achieving a repeatability that other workholding methods could not match.
Getting the Green Light on Blue Photon

The EV strut housing was the first project for which Thomas/Euclid used 3D printed fixturing. While the experience involved some growing pains, with the fixture coming in heavier than expected, the shop was able to prove out all four versions in time to produce the part.
Adhesive workholding offered a path forward, but not one Thomas/Euclid had used before. While the company had looked at Blue Photon’s adhesive grippers for several applications, the shop had always decided against using them due to the technology’s startup costs. With the EV strut job requiring a contactless workholding setup, however, Thomas/Euclid’s programmers and engineers were quick to point out that adhesive workholding was the most viable method for handling the job.
Properly attaching the Blue Photon grippers to the part required irregularly shaped fixtures for each of the four variants of the part (two operations, each with a left- and right-hand version). Blue Photon’s applications engineers volunteered to help, designing the fixtures for additive manufacturing and printing them through Stratasys. Thomas/Euclid then bolted the fixtures onto a quick-change base and screwed the Blue Photon grippers into the ends of the fixture.
Properly attaching the Blue Photon grippers to the part required irregularly shaped fixtures for each of the four variants of the part (two operations, each with a left- and right-hand version). Blue Photon’s applications engineers volunteered to help, designing the fixtures for additive manufacturing and printing them through Stratasys. Thomas/Euclid then bolted the fixtures onto a quick-change base and screwed the Blue Photon grippers into the ends of the fixture.
Shining a Light on Adhesive Workholding
After applying dime-sized dollops of the BlueGrip adhesive to the grippers, Thomas/Euclid’s machinists set the workpiece on the fixture and slid an ultraviolet light up from underneath. This light is connected to a magnetic rod, which snaps into place at the back of the gripper. After about a minute, the adhesive locks the part into place.
From here, the company was able to machine the part with no issues. Removing the part required loosening the grippers with a normal socket wrench, then using a handheld steamer to remove the residue from the Blue Photon grippers.
From here, the company was able to machine the part with no issues. Removing the part required loosening the grippers with a normal socket wrench, then using a handheld steamer to remove the residue from the Blue Photon grippers.
Hands-On At All Times
Due to the short run of the part, the shop was not able to automate this last step and therefore manually fixtured parts and changed over setups. Still, the combination of a quick-change base and adhesive workholding enabled the shop to perform these changeovers in about seven to 10 minutes while achieving a repeatability that other workholding methods could not match.
Thomas/Euclid has handed off the EV strut housing job to the original customer, but maintains its Blue Photon stock for suitable future projects.
“It was the first time our customer had ever worked with us. It was the first time we had ever worked with Blue Photon. We put a lot of trust and faith in each other that we were going to pull it off, and there were of course some road bumps along the way, but we pulled it off,” Merrill says. “It was incredibly impressive how well Blue Photon worked on this project.”
Thomas/Euclid has handed off the EV strut housing job to the original customer, but maintains its Blue Photon stock for suitable future projects.
“It was the first time our customer had ever worked with us. It was the first time we had ever worked with Blue Photon. We put a lot of trust and faith in each other that we were going to pull it off, and there were of course some road bumps along the way, but we pulled it off,” Merrill says. “It was incredibly impressive how well Blue Photon worked on this project.”
Heritage Cutter is the parent company to the iconic metalcutting industry names Brubaker, Data Flute, Decatur Diamond and Weldon Tool each with their own specialization in cutting tools
Written & edited by Bernard Martin

Heritage Cutter is the parent company to the iconic metalcutting industry names Brubaker, Data Flute, Decatur Diamond and Weldon Tool. Each of these companies names reflect their longstanding reliability, quality and commitment to industry has made them a trusted source to distributors and manufacturers for generations.
Each of these companies has had a niche place in the market as well as some product overlap over over the last few decades. In order to clarify where each brand fits under the Heritage Cutter umbrella, and to set a strategic outlook, Heritage Cutter has outlined the speciality areas that each of the brands it taking moving into the future.
Each of these companies has had a niche place in the market as well as some product overlap over over the last few decades. In order to clarify where each brand fits under the Heritage Cutter umbrella, and to set a strategic outlook, Heritage Cutter has outlined the speciality areas that each of the brands it taking moving into the future.
Data Flute: Pioneering High-Performance Carbide Round Tools Since 1976

Data Flute, a distinguished brand under the Heritage Cutter umbrella, has been a stalwart leader since its inception in 1976. Known for its unwavering commitment to excellence, Data Flute has carved a niche as a premier designer and manufacturer of both standard and special high-performance solid carbide cutting tools.
The mantra, "The most demanding machinists demand Data Flute!" encapsulates the brand's dedication to meeting and exceeding the expectations of machinists who demand nothing but the best. Over nearly five decades, Data Flutee has established itself as a trusted name synonymous with high-performance, application-specific carbide cutting tools.
The mantra, "The most demanding machinists demand Data Flute!" encapsulates the brand's dedication to meeting and exceeding the expectations of machinists who demand nothing but the best. Over nearly five decades, Data Flutee has established itself as a trusted name synonymous with high-performance, application-specific carbide cutting tools.
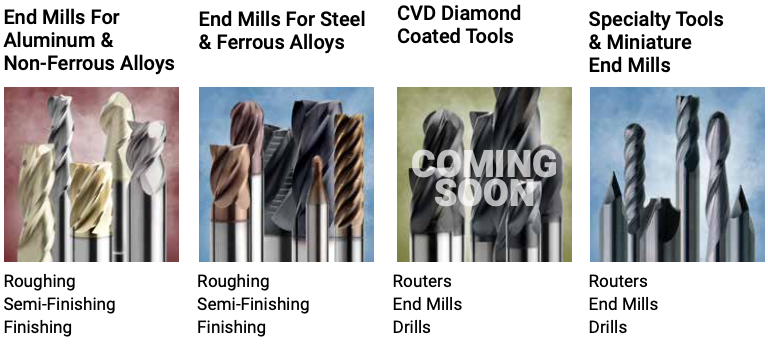
Data Flute's product portfolio is a testament to its expertise, offering a comprehensive range of carbide round tools meticulously crafted to cater to diverse machining needs. From end mills tailored for aluminum and non-ferrous alloys to those designed for steel and ferrous alloys, Data Flute's offerings span roughing, semi-finishing, and finishing applications.The brand goes even further with its CVD Diamond Coated Tools, encompassing routers, end mills, and drills, showcasing its commitment to cutting-edge technologies. Additionally, Data Flute provides specialty tools and miniature end mills, catering to intricate and specialized machining requirements.
The cornerstone of Data Flute's success lies in its state-of-the-art manufacturing facility in Pittsfield, MA. This facility serves as the epicenter of innovation, housing not only the manufacturing operations but also the brand's R&D machining test center and customer support. This consolidated setup enables Data Flute to provide a seamless experience to its customers, ensuring that design, testing, and support are all under one roof.
At Data Flute, the commitment extends beyond the production line. The brand is dedicated to high-performance machining, a philosophy reflected in its comprehensive suite of tools, factory support, and field support. The team at Data Flute is driven by a shared desire to collaborate with customers, understanding their unique challenges, and working together to maximize cutting tool productivity.
The cornerstone of Data Flute's success lies in its state-of-the-art manufacturing facility in Pittsfield, MA. This facility serves as the epicenter of innovation, housing not only the manufacturing operations but also the brand's R&D machining test center and customer support. This consolidated setup enables Data Flute to provide a seamless experience to its customers, ensuring that design, testing, and support are all under one roof.
At Data Flute, the commitment extends beyond the production line. The brand is dedicated to high-performance machining, a philosophy reflected in its comprehensive suite of tools, factory support, and field support. The team at Data Flute is driven by a shared desire to collaborate with customers, understanding their unique challenges, and working together to maximize cutting tool productivity.
Brubaker: Brubaker Tool: A Legacy of Excellence in Taps and Threading Products Since 1881

For over 140 years, Brubaker Tool, a distinguished member of the Heritage Cutter family, has been a cornerstone in the industry, proudly serving with high-performance, special, and standard taps & threading tools. Established in 1881 in Millersburg, PA, Brubaker Tool began its journey by supplying taps to the burgeoning railroad industry, laying the foundation for a legacy that has endured for over a century.
The commitment to excellence is etched in the very fabric of Brubaker Tool. With a wealth of experience, the brand has evolved to become a leading source of American-made industrial cutting tools. Over the years, Brubaker has built upon its enduring stability, reliability, and unwavering commitment to quality, earning its status as a trusted source for distributors and manufacturers for generations.
The commitment to excellence is etched in the very fabric of Brubaker Tool. With a wealth of experience, the brand has evolved to become a leading source of American-made industrial cutting tools. Over the years, Brubaker has built upon its enduring stability, reliability, and unwavering commitment to quality, earning its status as a trusted source for distributors and manufacturers for generations.
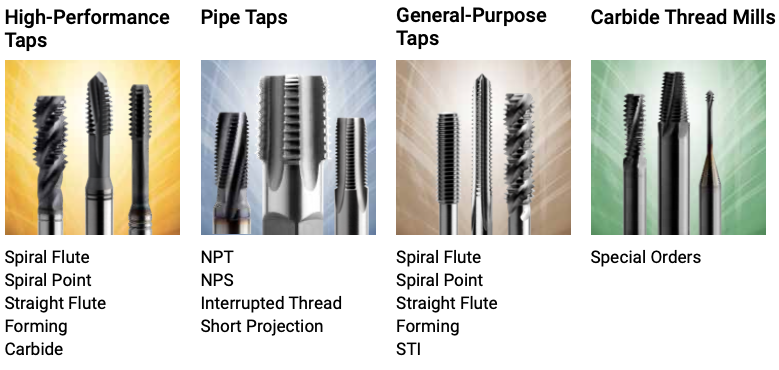
Brubaker Tool's extensive product offerings include an array of high-performance taps, showcasing versatility and precision. From spiral flute, spiral point, straight flute, forming, to carbide taps, Brubaker Tool caters to the diverse needs of the industry. The brand also specializes in pipe taps, covering NPT, NPS, interrupted thread, and short projection variations. General-purpose taps, including spiral flute, spiral point, straight flute, forming, and STI, further demonstrate Brubaker's dedication to meeting the threading requirements of various applications.
Carrying the torch of tradition into the modern era, Brubaker Tool continues to innovate with carbide thread mills, available for special orders, showcasing the brand's adaptability to evolving industry needs.
Despite the significant changes witnessed over the last 140 years, Brubaker Tool's steadfast commitment to providing the finest taps and threading tools remains unwavering. The brand's long-standing stability, reliability, and quality have positioned it as a reliable partner in the ever-evolving landscape of industrial cutting tools.
Brubaker Tool's legacy is not just a chronicle of the past, but a testament to its enduring commitment to excellence. With a rich history and an eye on the future, Brubaker Tool remains a trusted name, embodying the values of stability, reliability, and quality that have defined it for over a century.
Carrying the torch of tradition into the modern era, Brubaker Tool continues to innovate with carbide thread mills, available for special orders, showcasing the brand's adaptability to evolving industry needs.
Despite the significant changes witnessed over the last 140 years, Brubaker Tool's steadfast commitment to providing the finest taps and threading tools remains unwavering. The brand's long-standing stability, reliability, and quality have positioned it as a reliable partner in the ever-evolving landscape of industrial cutting tools.
Brubaker Tool's legacy is not just a chronicle of the past, but a testament to its enduring commitment to excellence. With a rich history and an eye on the future, Brubaker Tool remains a trusted name, embodying the values of stability, reliability, and quality that have defined it for over a century.
Weldon: Blending Tradition and Innovation in Quality Cutting Tools Since 1918

In the specialized tapestry of Heritage Cutter's family of companies, Weldon Tool stands as a beacon of craftsmanship, quality, and a commitment to customer service that has endured since its founding in 1918. Rooted in a legacy that spans over a century, Weldon Tool has evolved into a trusted source for quality high-speed steel (HSS), cobalt, and carbide round tools, with a distinct emphasis on engineered specials.
From its humble beginnings as a two-man shop in downtown Cleveland, Ohio, Weldon Tool has grown into a powerhouse, designing, manufacturing, and delivering a diverse range of cutting tools. The original dedication to craftsmanship and quality that marked its inception remains a constant thread woven into the fabric of the company.
From its humble beginnings as a two-man shop in downtown Cleveland, Ohio, Weldon Tool has grown into a powerhouse, designing, manufacturing, and delivering a diverse range of cutting tools. The original dedication to craftsmanship and quality that marked its inception remains a constant thread woven into the fabric of the company.
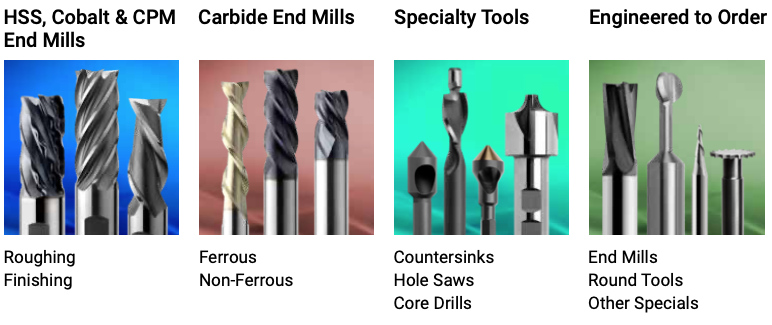
Weldon Tool's product offerings reflect a comprehensive understanding of the diverse needs of the industry. The range includes HSS, cobalt, and CPM end mills for both roughing and finishing applications, underscoring the brand's commitment to versatility. Carbide end mills designed for ferrous and non-ferrous materials showcase Weldon's expertise in adapting to evolving machining requirements.
Specialty tools such as countersinks, hole saws, and core drills further demonstrate the brand's dedication to providing a holistic solution for cutting challenges. Weldon Tool's focus on engineered to order solutions, including end mills, round tools, and other specials, positions it as a go-to partner for those seeking customized cutting tools.
For the past two decades, Weldon Tool has been co-located with Brubaker Tool in Millersburg, PA, reflecting a strategic alignment within the Heritage Cutter family. The synergy between these companies has not only provided operational efficiency but has also allowed Weldon to maintain its traditional commitment to quality while embracing the demands of modern manufacturing.
In many ways, Weldon Tool represents a harmonious blend of the old and the new. While remaining steadfast in its dedication to traditional end mills and specialty products in HSS, cobalt, and CPM, Weldon is simultaneously steering towards the future with a pronounced focus on custom tools and engineered specials. This forward-looking approach ensures that Weldon Tool continues to be a dynamic force in the cutting tool industry, adapting to the ever-changing needs of its customers and the evolving landscape of precision machining.
Specialty tools such as countersinks, hole saws, and core drills further demonstrate the brand's dedication to providing a holistic solution for cutting challenges. Weldon Tool's focus on engineered to order solutions, including end mills, round tools, and other specials, positions it as a go-to partner for those seeking customized cutting tools.
For the past two decades, Weldon Tool has been co-located with Brubaker Tool in Millersburg, PA, reflecting a strategic alignment within the Heritage Cutter family. The synergy between these companies has not only provided operational efficiency but has also allowed Weldon to maintain its traditional commitment to quality while embracing the demands of modern manufacturing.
In many ways, Weldon Tool represents a harmonious blend of the old and the new. While remaining steadfast in its dedication to traditional end mills and specialty products in HSS, cobalt, and CPM, Weldon is simultaneously steering towards the future with a pronounced focus on custom tools and engineered specials. This forward-looking approach ensures that Weldon Tool continues to be a dynamic force in the cutting tool industry, adapting to the ever-changing needs of its customers and the evolving landscape of precision machining.
Decatur Diamond: Your Trusted Source for Diamond and PcBN Tools
Nestled within the Heritage Cutter family of companies, Decatur Diamond is the home of innovation and expertise in diamond-based cutting tools. The brand's lineage is intricately tied to some of the earliest adoptions of diamond-based technologies in the cutting tool industry, showcasing a history marked by success and innovation.
Under the banner of "When every cut counts, count on Decatur Diamond," this brand is dedicated to delivering diamond and PcBN-based cutting tools. With a comprehensive range covering indexable milling cutters, fixed pocket brazed tools, complex monobloc solutions, and CVD diamond-coated tools.
At the forefront of Decatur Diamond's contributions is the Ultra-Mill, an early and remarkably successful indexable platform for diamond tools. This innovation underscored the brand's commitment to pushing the boundaries of what was possible in the realm of cutting materials. Similarly, the DIAbide line emerged as one of the original CVD diamond carbide round tool brands, solidifying Decatur Diamond's reputation as a trailblazer in the industry.
Under the banner of "When every cut counts, count on Decatur Diamond," this brand is dedicated to delivering diamond and PcBN-based cutting tools. With a comprehensive range covering indexable milling cutters, fixed pocket brazed tools, complex monobloc solutions, and CVD diamond-coated tools.
At the forefront of Decatur Diamond's contributions is the Ultra-Mill, an early and remarkably successful indexable platform for diamond tools. This innovation underscored the brand's commitment to pushing the boundaries of what was possible in the realm of cutting materials. Similarly, the DIAbide line emerged as one of the original CVD diamond carbide round tool brands, solidifying Decatur Diamond's reputation as a trailblazer in the industry.
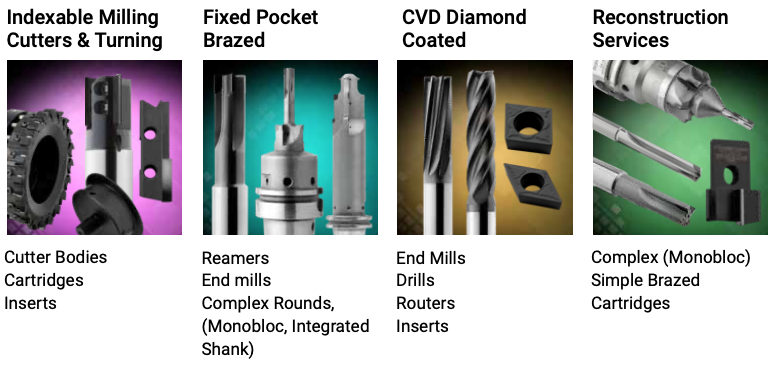
As the landscape of cutting tools evolved, so did Decatur Diamond's portfolio. The addition of fixed-pocket brazed tools and complex monobloc solutions further expanded the brand's capabilities, offering a comprehensive suite of options to meet the diverse needs of precision machining.
Decatur Diamond not only focuses on advancing technology but also places a significant emphasis on service. The brand goes beyond the design and manufacture of new tools, offering reconstruction services with an equal measure of dedication and enthusiasm. This commitment to providing comprehensive solutions showcases Decatur Diamond's holistic approach to meeting the varied demands of its customers.
Being a full-service diamond tooling company, Decatur Diamond houses all its engineering, product support, customer service, and reconstruction services in its Decatur, IN facility. This centralized hub ensures seamless collaboration between different facets of the operation, promoting efficiency and excellence in every aspect of service delivery.
Decatur Diamond's rich history and ongoing commitment to innovation make it a vital component within the Heritage Cutter family. Its legacy of pushing the boundaries of diamond-based technologies, coupled with a dedication to comprehensive service offerings, positions Decatur Diamond as a dynamic force in the cutting tool industry. As the industry continues to evolve, Decatur Diamond remains at the forefront, ready to shape the future of precision machining with its cutting-edge solutions and unwavering commitment to excellence.
Decatur Diamond not only focuses on advancing technology but also places a significant emphasis on service. The brand goes beyond the design and manufacture of new tools, offering reconstruction services with an equal measure of dedication and enthusiasm. This commitment to providing comprehensive solutions showcases Decatur Diamond's holistic approach to meeting the varied demands of its customers.
Being a full-service diamond tooling company, Decatur Diamond houses all its engineering, product support, customer service, and reconstruction services in its Decatur, IN facility. This centralized hub ensures seamless collaboration between different facets of the operation, promoting efficiency and excellence in every aspect of service delivery.
Decatur Diamond's rich history and ongoing commitment to innovation make it a vital component within the Heritage Cutter family. Its legacy of pushing the boundaries of diamond-based technologies, coupled with a dedication to comprehensive service offerings, positions Decatur Diamond as a dynamic force in the cutting tool industry. As the industry continues to evolve, Decatur Diamond remains at the forefront, ready to shape the future of precision machining with its cutting-edge solutions and unwavering commitment to excellence.

Heritage Cutter's strategic approach to housing these specialized brands showcases its unwavering dedication to providing cutting-edge solutions to an array of industries. With a legacy spanning over a century, Heritage Cutter continues to lead the way in the ever-evolving landscape of cutting tool technologies.
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases.
Archive
June 2024
May 2024
April 2024
March 2024
February 2024
January 2024
December 2023
November 2023
October 2023
September 2023
August 2023
July 2023
June 2023
May 2023
April 2023
March 2023
February 2023
January 2023
December 2022
November 2022
October 2022
September 2022
August 2022
July 2022
June 2022
May 2022
April 2022
March 2022
February 2022
January 2022
December 2021
November 2021
October 2021
September 2021
August 2021
July 2021
June 2021
May 2021
April 2021
March 2021
February 2021
January 2021
December 2020
November 2020
October 2020
September 2020
August 2020
July 2020
June 2020
May 2020
April 2020
March 2020
February 2020
January 2020
December 2019
November 2019
October 2019
September 2019
August 2019
July 2019
June 2019
May 2019
April 2019
March 2019
February 2019
January 2019
December 2018
November 2018
October 2018
September 2018
August 2018
July 2018
June 2018
May 2018
April 2018
March 2018
Categories
All
52/96 Workholding
Adhesive Workholding
Aerospace Manufacturing
Allen Benjamin
ATC Alignment
Better Edge
Blue Photon
Blue Photon Grip Pallet
Boring
Broaching
Brubaker Tool
BT Holders
Carbon Fiber
Case Study
CAT Holders
Chamfering
Coatings
Collet Nut
Collets
Collets: Lathe
Composite Machining
Coolant Lines
Countersink
Dataflute
Deburring
Decatur Diamond
Definitions
Diamond CVD
Diamond PCD
Dorian Tool
Drilling
Eastec
End MIll
EZ Burr
Face Milling
Fixturing
F&L Technical Sales
Fretting
Geometry
GMN Spindle
Graphite Machining
Grooving
Guide Bushings
GWS Tool Group
Hannibal Carbide
Heimatec
Henninger
Heritage Cutter
High Speed Whirling
Hirt-Line
Hommel + Keller
Horn Supermini
Horn USA
Hydraulic Toolholder
IMTS
Inserts
JET Whirling
Knurl Cutting
Knurl Cutting
Knurl Forming
Knurling
Live Tooling
Mate Workholding
Medical Device
Medical Manufacturing
MegaFORCE
Modern Industries
ModLOC
MPower
Nexturn Swiss
North American
Parlec
Part Marking
Platinum Tooling
Practical Machinist
Pull Studs
Reamers
Recondition
Retention Knobs
REV Broaching
RMT - Rocky Mountain Twist
Screw Threads
ShrinkLOCKED
Slot Cutting
Slot Milling
SpeedLOC
Spindle Repair
Spindle Speeder
Spindle Wear
Swiss
Taps
Taps: Bottom
Taps: HSSE
Taps: Plug
Taps: Roll Form
Taps: Taper
Techniks
Techniks SPINner
Technocrats
Tech Tip
Tecnicrafts
Threadmilling
Toolholders
Troubleshooting
Turbo-Whirling
Turret
USMTO
Weldon Tool
Workholding
Zero Point
 RSS Feed
RSS Feed