|
edited and written by Bernard Martin  Operating the sPINner Magnetic Deburring Machine is a seamless process with its intuitive controls and customizable features. The sPINner comes equipped with adjustable speed and intensity controls, along with programmable timers for each direction, giving you complete control over the deburring process. The LED display ensures precision and delivers customized results. The sPINner’s functionality relies on powerful magnets situated below the sPINner well, creating a rotating magnetic field within the sPINner tub. This stirring action, when paired with magnetized stainless steel pin media, effectively deburrs, smooths rough edges, and polishes your parts, resulting in the best possible finish.  The , stainless steel pin media, can be added to a single or multiple tubs along with liquid solution, cutting fluid or even water. The parts that require deburring are added to the container and the desired cycle time and other parameters are dialed in to the controller.
When it's time to separate the demurred parts from the media, simply pour everything through a strainer that sits in a second container. Place the strainer and the container back in the tub of the sPINner unit, momentarily turn it on and all of the magnetic pins are sucked through the colander/strainer. And you're ready for your next batch of deburring parts to be added. Here are a few usage tips to operate the Magnetic Deburring Machine:
0 Comments
compiled and edited by Bernard Martin There are some distinct advantages of Techniks Spinner Magnetic Deburring Machines over Manual and Vibratory Deburring  Deburring is a critical step in manufacturing and machining processes, as it ensures that metal components are free from sharp edges, burrs, and imperfections that could compromise product quality and safety. While manual deburring and vibratory deburring machines have been traditional go-to methods, Techniks Spinner Magnetic Deburring Machines offer a range of advantages that significantly elevate the deburring process. In this article, we're going to explore the distinct benefits of Techniks Spinner Magnetic Deburring Machines when compared to both manual deburring and vibratory deburring alternatives. Precision and Consistency Manual deburring requires skilled labor to precisely remove burrs and imperfections from each component. However, it is a time-consuming and labor-intensive process that may result in inconsistencies from one part to another. Vibratory deburring machines, on the other hand, provide some automation but may still struggle with intricate and delicate parts. Techniks Spinner Magnetic Deburring Machines excel in precision and consistency. They use a magnetic field to hold and precisely rotate the components while stainless steel pin media remove burrs. This ensures uniform deburring across all parts, even for complex geometries or fragile components. The result is a higher level of quality control and reduced variability in finished products. Increased Productivity Manual deburring is a slow process, limiting production output and often leading to bottlenecks in manufacturing. Vibratory deburring machines can handle larger quantities of parts simultaneously but may still require multiple cycles for consistent results. Techniks Spinner Magnetic Deburring Machines are designed for efficiency and productivity. They can process multiple parts simultaneously, and their automated operation significantly reduces cycle times. This increased throughput not only improves productivity but also helps meet tight production schedules and customer demands. 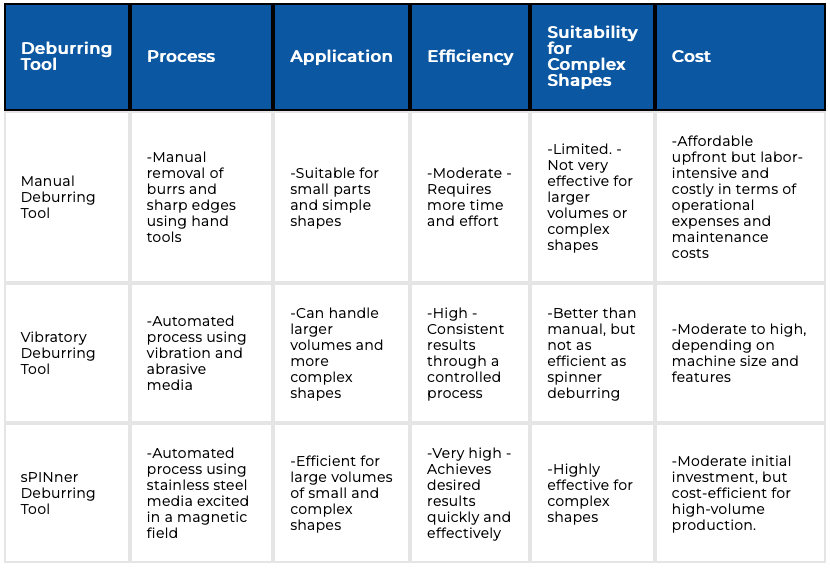 Operator Safety Manual deburring exposes workers to potential ergonomic and safety hazards, including repetitive strain injuries and exposure to sharp edges. Vibratory deburring machines require regular monitoring and maintenance to ensure safe operation. Techniks Spinner Magnetic Deburring Machines prioritize operator safety. By automating the deburring process, they reduce the need for workers to handle sharp-edged components manually. This minimizes the risk of accidents and workplace injuries, creating a safer working environment. Cost-Efficiency Manual deburring is labor-intensive and can be costly, particularly when skilled operators are required for precision work. Vibratory deburring machines, while more efficient than manual methods, consume significant amounts of energy and may require expensive abrasive media replacements. Techniks Spinner Magnetic Deburring Machines strike a balance between precision and cost-efficiency. Their automated operation reduces labor costs, and their magnetic field eliminates the need for abrasive media, as a result of the the long life of the stainless steel media, saving on consumables. Over time, this cost-saving advantage becomes evident in reduced operational expenses. Environmental Impact Vibratory deburring machines often generate noise and vibration, potentially affecting the working environment and requiring soundproofing measures. Additionally, the disposal of used abrasive media can have environmental implications. Techniks Spinner Magnetic Deburring Machines operate quietly and without vibration, creating a more comfortable and environmentally friendly workspace. They also produce less waste, as there is no need for disposable abrasive media, contributing to sustainability goals. Techniks Spinner Magnetic Deburring Machines have revolutionized the deburring process by offering precision, consistency, increased productivity, operator safety, cost-efficiency, and a reduced environmental impact. When compared to manual deburring and vibratory deburring methods, they outshine their counterparts in terms of overall performance and long-term cost savings.
As manufacturing industries continue to demand high-quality components with minimal defects, the adoption of Techniks Spinner Magnetic Deburring Machines represents a significant step toward achieving these goals efficiently and effectively. IMTS Preview of Products fRom Blue Photon, Dorian, Horn USA, Mate Workholding and Techniks.9/1/2022  It's that time of year for IMTS! Here's a preview of some of the products that are going to be featured during the International Manufacturing Technology Show September 12-17. You can see all of these new products and talk to the manufacturers in the Tooling & Workholding Systems Pavilion in the West Building Level 3. Blue Photon Workholding
Dorian Tool
Horn USA, Inc.
 Supermini Set. Horn USA is featuring the Supermini tool holder system with face clamping as a set, in response to customer requests for different tooling system heights. With this holder variant, clamping is not carried out via the lateral surface of the cutting insert but via a clamping wedge on the face. This results in a greater holding force on the insert and thus high rigidity of the entire system. This increases repeatability when changing the insert and provides better utilization of the available space. This is a big time saver on Swiss-type lathes, as the user can change the cutting insert without removing the tool holder.  New carbide grades for system DAH8 - Horn USA is expanding its range of carbide grades for its DAH milling system to enable its use for machining a wider range of materials. The new grades SC6A and IG6B complement the tool system for high-feed milling. The SC6A grade is suitable for machining the ISO M material group, as well as ISO S materials as a secondary application. Horn has developed the IG6B grade for machining the ISO P group, while it is also suitable as a multipurpose grade for other material groups. Mate Workholding
Techniks Tool Group
FEATURED PRODUCTS
If you would like to learn more about any of these products or to see a demonstration, get in contact with us and we'll set up some time with you to visit your shop!
 Techniks is excited to announce that they have compiled 2D and 3D model files for each product available on www.techniksusa.com. That’s almost 4,800 total SKUs, 9,600 2D and 3D model drawings added for your convenience! The addition of downloadable CAD files is just the next phase in our continued development of our site to improve its user-friendliness. You can now find your specific drawings through directly searching for the part number in the “Drawings” section of the main menu or by navigating directly to the product page. Simply navigate to the appropriate product table, locate the item you need, and click on the drawing file format you require. You will see a links to the 2D DWG and 3D STP files in the right-hand columns. Option 1: DOwnload from the tab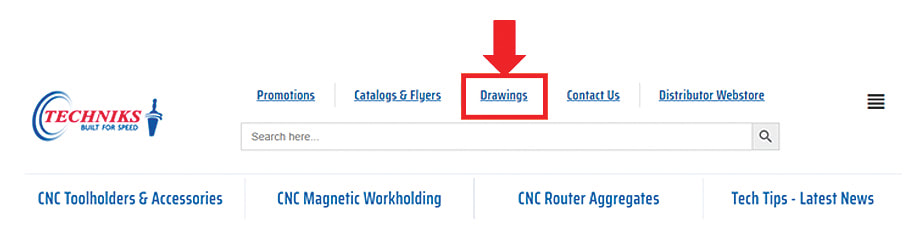 Just click on the DRAWINGS tab in the top navigation on the website Option 2: Download from the Item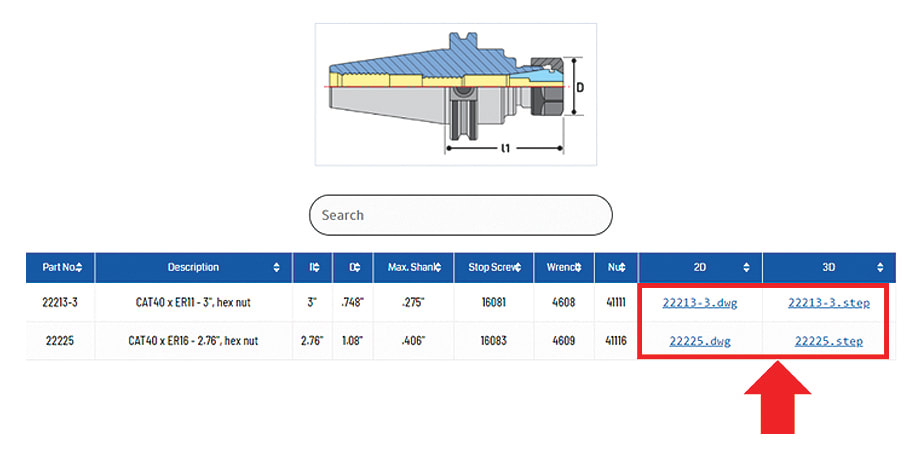 You can just click on the .dwg or .step file to begin the download right from the product page. Option 3: Download from Search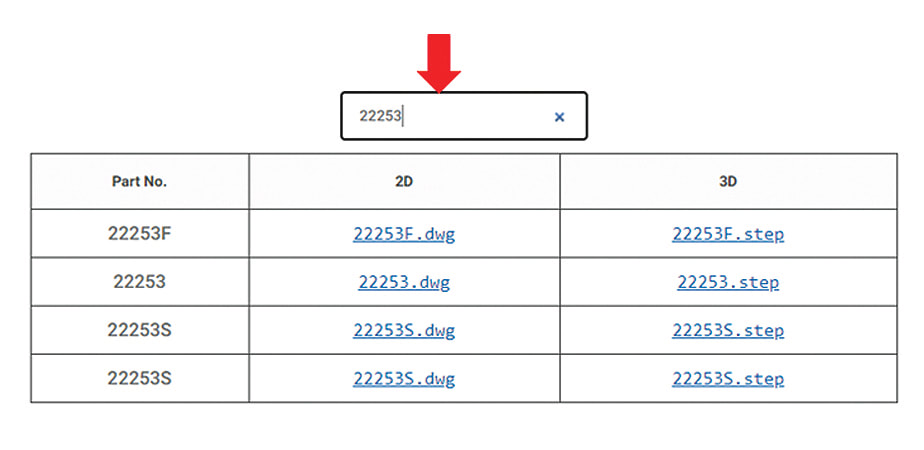 If you have the toolholder or packaging in hand, just type the EDP/ SKU/PART NUMBER in the search bar and you can download it from the results page. Can’t find what you’re looking for?
Techniks is adding more drawings every day, but if you do not find the drawings you need let them know at [email protected] and they'll prioritize your request to get you the drawings you need, FAST! As you begin to take advantage of their available CAD files, please don't hesitate to continue to provide feedback on your website experience. It’s been with your help that Techniks is able to provide the highest levels of customer service. edited by Bernard Martin It’s been estimated that a tool with a run-out of 50% of the tool’s chip load will reduce its tool-life by 40%. That means that a 1/8” tool with a 0.00019” chip load per tooth will lose 40% of its tool-life with a run-out of less than 0.0001”.
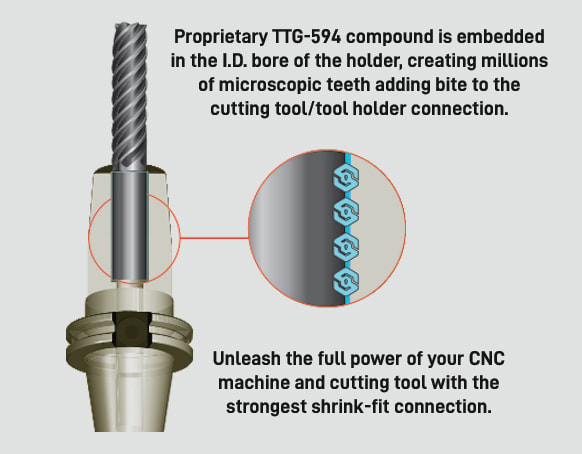
Techniks New Catalog Features New Products: MegaFORCE retention Knobs and Triton Hydraulic Holders4/13/2021 The 2021 Techniks Catalog is available for download now!! It features the MegaFORCE Retention Knobs that we talked about in our February Article as well as the new Triton Hydraulic Holders.  The only thing standing between a job well done and catastrophic failure is the retention knob. MegaFORCE Retention Knobs are designed to deliver superior performance and enhanced safety for the critical connection between your machine spindle and the tool holder. Retention Knobs are subjected to extreme pulling forces of up to 5,000 ft. lbs. Over time, this stress exploits weaknesses in the retention knob and can lead to breakage. MegaFORCE Retention Knobs have been designed and manufactured to increase the strength and durability of this critical connection. The longer overall length engages threads deeper in the tool holder, reducing taper swelling and maximizing taper/spindle contact for the most rigid connection. MegaFORCE also features a redesigned, blended radii for improved overall strength, making MegaFORCE the strongest high-torque retention knob in the market.  The Triton Hydraulic Holders by Techniks feature a new hydraulic design to provides excellent vibration damping properties, so tools run longer and quieter and produce superior surface finishes. Triton provides 3.5X clamping force of standard hydraulic chucks. Triton hydarulic chucks are charged with hydraulic fluid in a vacuum chamber to eliminate air and gas from the system. Coupled with a redesigned oil sealing system, Triton chucks are built to provide maximum holding power for years! You can page view or download the new catalog below! by, Bernard Martin  As carbide end mills gain higher and higher speeds and metal removal rates there has also been a trend by round tool manufacturers to tighten up the tolerances on both the cutting diameter and the shank diameter to improve concentricity. At the same time, shrink fit holders have become more and more popular because they hold a tighter concentricity as well. To achieve this both the shank and the bore now have similar surface finishes and this has led to a problem The tools pull out in the cut. Shrink fit holders are the most accurate for TIR as the toolholder engages completely around round shank tools with a bore tolerance of -0.0001" to -0.0003". As high performance end mills have tightened shank tolerances to the same range of -0.0001" to -0.0003" they have used finer and finer grain grinding wheels which give the shanks a 'shiny' appearance. Shiny means that the superfinished shank has a lower coefficient of friction. So, although the TIR is tighter, the shank is more "slippery". End mills traditionally had surface finish of about 8 μin on the tool shank. But that's changed. It's been recommended that tool shanks used in shrink fit holders should not have a finish finer than 16 μin. for optimum holding power, but tell that to the guy who just superfinished the end mill to a super cocncentric tolerance that you don't want it looking that good. Everyone know that the last thing you want is for the end mill to slip in the middle of a heavy cut or on the finishing pass of a high tolerance part. These 'hi performance' end mills, often times have higher helix angles which are great for ejecting chips but also create a higher pull out force on that slippery shank. And reducing the helix angle is not the answer. We already know that the gripping pressure is a function of the interference between the tool shank and the shrink fit toolholder bore. Most shrink fit holders have a already bore surface finish of between 12 μin. and 16 μin. So they are ground to a very high tolerance and have about the same surface finish as the toolholder shank. End mill manufacturers and machinist have tried a variety of methods over the years to stop the tools from pulling out. This has ranged from grit blasting the shank to rubbing chalk on the shank, but most everyone in the industry has felt that the problem really needs to be addressed by the longer life toolholder rather than the replaceable cutting tool. That's the problem that Techniks wanted to address. Techniks claims that their "proprietary non-slip TTG594 compound virtually fuses the tool shank with the shrink fit toolholder."
It’s not just a rougher bore finish that enhances the holding power. TTG-594 is a compound that has a much higher Brinell hardness than carbide so it can “bite” into the tool shank. But this does not affect the ability to perform tool changes. Techniks arrived at their 4x the holding power comes from torsion testing vs. a standard shrink fit toolholder. They used a ¾” carbide gage pin in a standard holder and found the torque at which the tool will spin in the bore. They then tested the ShrinkLOCKED holder using the same test. According to Greg Webb, at Techniks, "We actually could not find the point at which the tool would spin in the ShrinkLOCKED holder as we broke the carbide gage pins at 4x+ times the torque of the standard holder. The holding power is greater, we just have not found a way to measure this, so we kept our claims conservative at 4x."  Getting coolant through the toolholder and to your cutting tool can be accomplished in two ways with Parlec and Techniks toolholders. Coolant is delivered from the spindle by two methods:
Through-Flange/ DIN B Coolant Delivery Combined with solid retention knobs "Through the Flange" holes go through the flange to deliver the coolant from the spindle. This is sometimes referred to as "DIN B" or "Form B".
Through Flange/ Form B is an available standard for many tools and available as a standard modification for most toolholders.
Form B convertible or AD/B (BC) is available in many sizes. The AD/B (BC) style can be used as either through the spindle , as supplied, or converted to Form B, through the flange. Flange entry is enabled by removing two screws We've had several inquiries regarding steep taper rotary toolholders specifications. Below you will find all of the technical reference information related to V-Flange Tooling Tapers and dimensions. 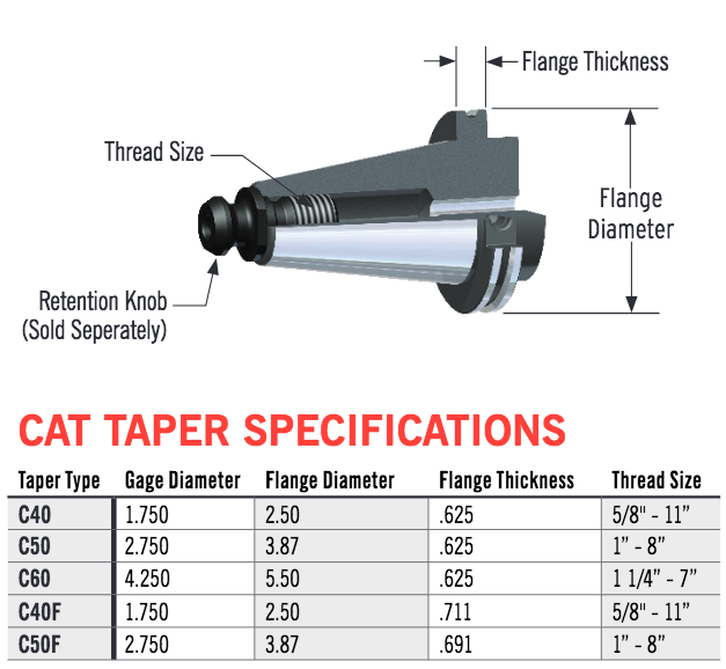 CAT V Flange Taper Specifications
About the ASME B5.50 – 2009 Standard This Standard pertains to the standardization of a basic tool holder shank and retention knob for computer numerically-controlled machining centers with automatic tool changers. The requirements are intended to provide tool holder interchangeability between machining centers with automatic tool changers of various types. The dimensions for cone-angle control are in accordance with the International Standard ISO-1947. This Standard will improve the understanding of the “CAT” toolholder, its associated components, and nominal operational values. It unifies the principle components of the basic machine tool holder interface—toolholders hank and spindle receiver geometry, pull stud, and conical taper information--into a single-source reference, providing instant access to information. This new information also eliminates ambiguities and establishes absolutes for all aspects of the toolholder/spindle interface.Intended forthose involved in the design, manufacture, use, or maintenance of steep-taper (7:24) toolholders and their ancillary components. 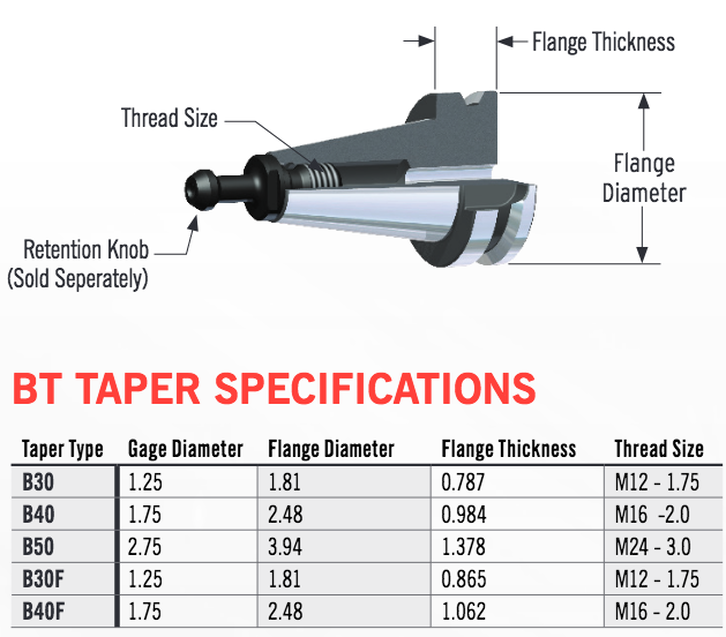 BT Taper Specificationsƒ
BT-40 Shank is also known as: JMTBA MAS-403 "BT", JIS B 6339 - 1986, JIS B6339 - 1992, and ISO 7388/1 - 1983.
The spindle interface JIS B 6339 as the traditional interface for milling spindles distinguishes itself through it robust design. Its field of application ranges from fine machining to heavy duty roughing. The tool holder is pulled in the milling spindle with the help of an additional pull stud. The centering takes place via the taper contact. Therefore, the JIS B 6339 interface is primarily suitable for applications with a spindle speed of up to 12,000 rpm in an unbalanced condition. Modern CNC machines feature high-capacity tool changers that automatically swap toolholders in and out of the spindle as needed, by means of a high speed swing arm or a rotary carousel. Periodically, toolholders should be examined for wear and if necessary replaced to maintain cutting performance. New operators should be taught how to properly evaluate toolholders so they can recognize when toolholders need to be replaced to prevent premature cutting tool failure, or even expensive damage to the spindle. 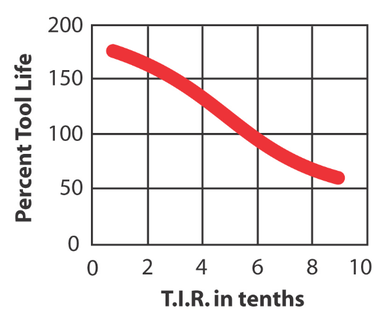 You lose 10% of cutting tool life for every “tenth” (0.0001”) of runout You lose 10% of cutting tool life for every “tenth” (0.0001”) of runout Many operators do not know why it is necessary to replace their tooling, or have the experience to tell when it is time to do so. Determining if toolholder components need to be replaced is not a difficult task, but does require that the operator knows what to look for. A worn out holder will not provide good accuracy and will quickly wear out your cutting tools. Worn tooling causes poor surface finish, and may damage your spindle. This article will discuss the following types of causes and types of wear.
Checking For Spindle Mouth Wear A worn spindle can cause runout issues that affect tool-holder accuracy and reduce cutting quality and productivity. This is a condition known as bell mouthing. If toolholder issues can be eliminated by bench checking T.I.R., then the source of the problem is often a worn out spindle mouth. A trained professional will be required to check and repair bell mouthing. 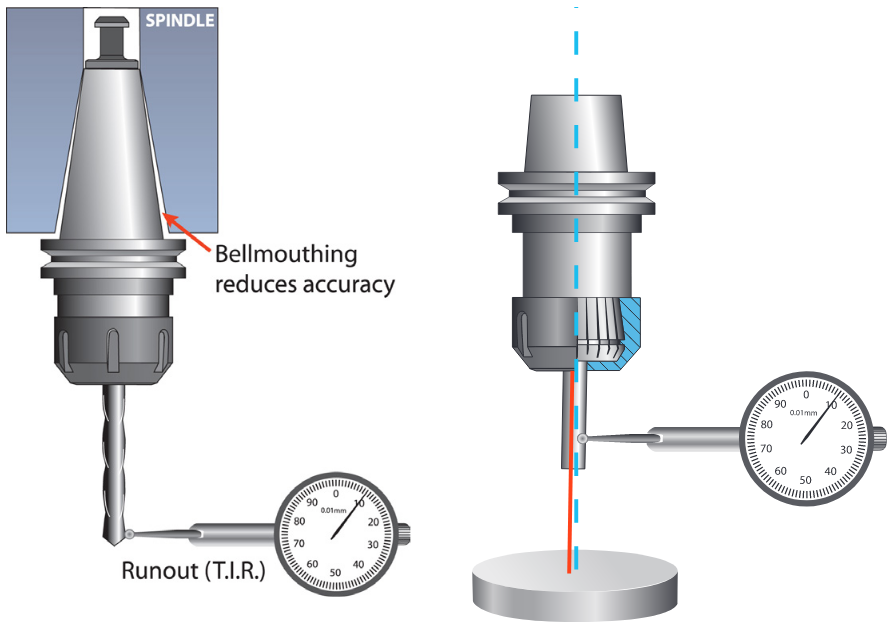 T.I.R. (total indicator runout) is the measurement of axial deflection of the cutting tool in the toolholder assembly. Techniks toolholders are manufactured to minimize runout and extend cutting tool life.
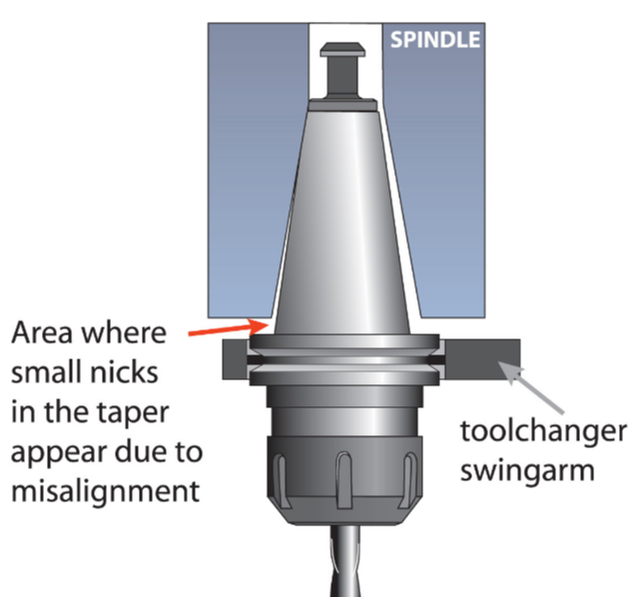
Taper Wear / Fretting Check the taper for signs of wear or damage where it contacts the spindle mouth. Any problems with the taper will have a direct effect on machining accuracy. If there are any imperfections on the taper, the toolholder should not be used. If noticeable marking is evident on the taper a condition called fretting may be occurring. Fretting happens when two steel parts (holder and spindle mouth) are rubbing against one another. Once a toolholder is fretted it can pass the fretting to other spindles. A spindle with fretting can pass the fretting to other toolholders. Fretting in this sense if akin to sexually transmitted diseases and it should be considered just a seriously.  Fretting is evident from the bronze discoloration on the toolholder taper. It will also be present on the spindle. It can spread to other toolholders. Fretting is believed to be caused by imperfect mating between tooholder taper and spindle, creating vibration and heat which develops the fretting. It is visible as small copper colored pits or marks on the taper. This is evidence that the toolholder is becoming worn. Fret-ting is easily mistaken for rust, but it is not. Once noticeable fretting develops the toolholder should be replaced. New toolholders that quickly develop fretting, or toolholders that stick in the spindle, may indicate a spindle that needs to be reground.
|
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
June 2024
Categories
All
|








 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|