The Next Era of Performance and Versatile End Mills has arrived: Data Flute's SSI-5plus & SSI-72/21/2024 As machine shops seek precision, tool life, and versatility in a wide variety of materials, the SSI-5plus and SSI-7 have emerged as the performance leader in a lot of categories! written and edited by Bernard Martin  Dataflute introduces SS-5plus and SS-7 End Mills Data Flute, the renowned end mill manufacturer who pioneered the adoption of the 3 and 5 flute end mills for stainless steel and exotic alloys nearly 30 years ago, has recently introduced two new groundbreaking end mills— the SSI-5plus and SSI-7. These cutting-edge tools are designed to set the standard for versatility and performance in (P)steel, (H)hardened steels, (M)stainless steels, (S)super alloys and even (K)cast iron. The SSI-5plus End Mill For many years the SSI-5 has been the mainstay of Datflute's variably indexed, ferrous alloy rougher/finisher. It's truly the all-terrain vehicle of their ferrous alloy series. Now, Datflute has updated the already impressive SSI-5 with a new, advanced substrate, formerly only offered in their SSI-7 series, an even higher-performance coating and field tested micro-geometry. The result is a tool that provides outstanding cutting performance and substantially greater tool life. The SSI-5plus will appeal to machinists who demand high performance endmills, but seek to minimize tool changes, or tool inventory, over a wider range of milling operations. This offering mirrors the SSI-5 with regard to diameters, lengths of cut, overall lengths and radii offered. Dataflute is transitioning their 5 flute, variably indexed, ferrous alloy rougher/finisher from the SSI-5 to the SSI-5plus. 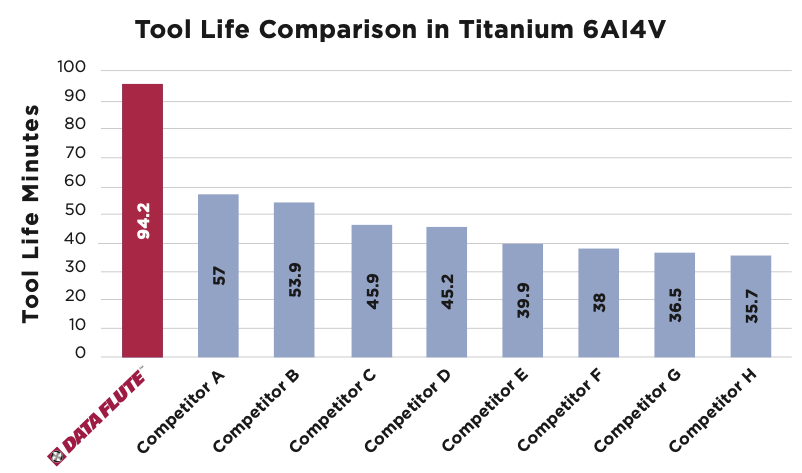 SSI-5 plus vs Leading Competitors. All Tool life results are from accelerated wear test. With five flutes featuring an unequal index and a variable helix, this end mill is designed to optimize chip evacuation and reduce cutting forces, ensuring efficiency in a variety of machining scenarios. The SS-5plus is a non-center cutting tool available in both RH-C and RH-H configurations, with a continuous cutting edge for seamless performance. The tool adheres to strict tolerances, featuring a shank diameter held to h5 specifications, while the cutting diameter boasts precision within -0.001"/-0.002". The corner radius is equally refined, offering +0.001"/-0.001". Whether used for roughing or finishing, the SS-5plus from Data Flute delivers exceptional results, promising machinists a combination of accuracy, versatility, and reliability in their machining endeavors. SSI-7 End Mill Data Flute unveils the SS-7 end mill, a cutting-edge solution designed for high-efficiency machining in ferrous alloys. This finisher showcases a new carbide substrate, ensuring superior durability and outstanding tool life, even in demanding applications. Engineered with specific geometry tailored for titanium alloys and stainless steels, the SS-7 features seven flutes with an unequal index and a constant helix, promoting efficient chip evacuation and reduced cutting forces. This non-center cutting tool, available in both RH-C and RH-H configurations, boasts a continuous cutting edge for seamless machining. The SS-7 end mill sets a standard with its tight tolerances, including a shank diameter held to h5 specifications and a cutting diameter precision within -0.001"/-0.002". The corner radius further enhances precision, offering +0.001"/-0.001". Machinists can expect not only high efficiency but also superior surface finishes, making the SS-7 a standout choice for those seeking precision, longevity, and exceptional performance in ferrous alloy applications. Tech spec overview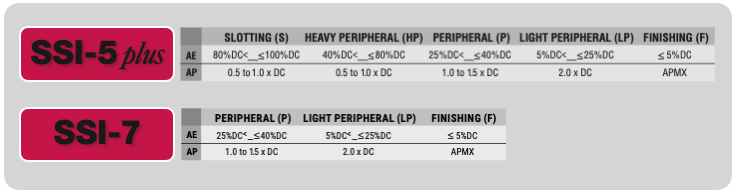
A Leap FOrwardData Flute's SSI-5plus and SSI-7 end mills signify a significant leap forward in cutting tool technology. With their meticulous design, superior materials, and advanced coating technologies, these end mills are poised to meet the diverse needs of modern machining processes. As machinists seek precision, tool life, and versatility in materials, the SSI-5plus and SSI-7 emerge as compelling choices, ready to cut their place in the new era of cutting tools.
0 Comments
When a casting proved too malleable for traditional gripping, Thomas/Euclid Industries adopted — and succeeded with — Blue Photon adhesive workholding.  Soft material was not the EV strut housing’s only workholding challenge: The part barely fit the UMC 750’s travels. Potential fixtures needed to be low-profile enough to ensure the part continued to fit the machine. Images courtesy of Thomas/Euclid. As metals go, aluminum is soft and quick to bend — factors which make it easy to work with for most machining applications but make workholding to tolerances of 0.0005 inch unfeasible with traditional grippers. The force required to perform workholding could send the part out of tolerance, requiring rework or scrap. For Thomas/Euclid Industries, this difficulty became the push it needed to experiment with alternative forms of workholding, utilizing Blue Photon’s adhesive grippers to perform contactless gripping on an EV strut housing made from an aluminum casting. Maximizing Lights-on ProfitsThomas/Euclid is primarily an aerospace manufacturer — EV automotive parts are not the norm for the company. In this case, the job came about not long after the shop installed a MatsuuraMX 330 five-axis machine. The new machine’s automation capacity enabled the shop to run many of the jobs previously on its five-axis Haas UMC 750 for longer periods, decreasing the time necessary to complete these jobs even as it left the UMC 750 idle. Ryan Merrill, chief operating officer at Thomas/Euclid, says the search for additional work to put on the shop’s UMC 750 led the company to a customer already committed to machining EV strut housings. Complications had arisen from the compressed timeframe to prepare for the job — the typical two-year development time for the part had been shortened to eight months — and a delay in receiving the five-axis machines the customer had been planning to use to machine the housings. Thomas/Euclid had the opportunity to act as a stopgap, delivering parts until its customer’s machines were up and running. Another complication? Most shops that had been offered the job had already turned it down due to the nature of the part itself: a 20-inch-long, near-net aluminum casting with an odd shape and inconvenient tolerances. While the customer would provide the casting, and all Thomas/Euclid needed to do was machine holes in it, consistently gripping the part without marring and distorting it was a massive challenge. The combination of a quick-change base and adhesive workholding enabled the shop to manually change over setups and fixture parts in about seven to 10 minutes while achieving a repeatability that other workholding methods could not match. Getting the Green Light on Blue Photon The EV strut housing was the first project for which Thomas/Euclid used 3D printed fixturing. While the experience involved some growing pains, with the fixture coming in heavier than expected, the shop was able to prove out all four versions in time to produce the part. Adhesive workholding offered a path forward, but not one Thomas/Euclid had used before. While the company had looked at Blue Photon’s adhesive grippers for several applications, the shop had always decided against using them due to the technology’s startup costs. With the EV strut job requiring a contactless workholding setup, however, Thomas/Euclid’s programmers and engineers were quick to point out that adhesive workholding was the most viable method for handling the job. Properly attaching the Blue Photon grippers to the part required irregularly shaped fixtures for each of the four variants of the part (two operations, each with a left- and right-hand version). Blue Photon’s applications engineers volunteered to help, designing the fixtures for additive manufacturing and printing them through Stratasys. Thomas/Euclid then bolted the fixtures onto a quick-change base and screwed the Blue Photon grippers into the ends of the fixture. Shining a Light on Adhesive WorkholdingAfter applying dime-sized dollops of the BlueGrip adhesive to the grippers, Thomas/Euclid’s machinists set the workpiece on the fixture and slid an ultraviolet light up from underneath. This light is connected to a magnetic rod, which snaps into place at the back of the gripper. After about a minute, the adhesive locks the part into place. From here, the company was able to machine the part with no issues. Removing the part required loosening the grippers with a normal socket wrench, then using a handheld steamer to remove the residue from the Blue Photon grippers. Hands-On At All TimesDue to the short run of the part, the shop was not able to automate this last step and therefore manually fixtured parts and changed over setups. Still, the combination of a quick-change base and adhesive workholding enabled the shop to perform these changeovers in about seven to 10 minutes while achieving a repeatability that other workholding methods could not match.
Thomas/Euclid has handed off the EV strut housing job to the original customer, but maintains its Blue Photon stock for suitable future projects. “It was the first time our customer had ever worked with us. It was the first time we had ever worked with Blue Photon. We put a lot of trust and faith in each other that we were going to pull it off, and there were of course some road bumps along the way, but we pulled it off,” Merrill says. “It was incredibly impressive how well Blue Photon worked on this project.” |
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
March 2024
Categories
All
|
 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|