|
compiled and edited from information from Hannibal Carbide by Bernard Martin 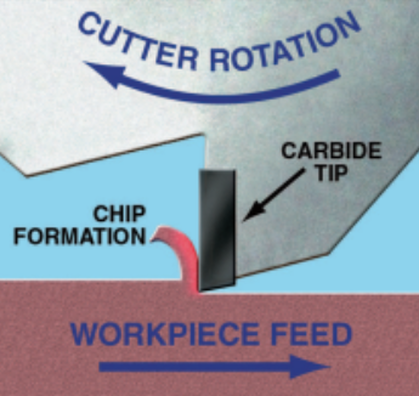 Carbide cutting tools have long been at the forefront of machining technology, revolutionizing various industries through their remarkable hardness, heat resistance, and longevity. In this article, we delve into the technical aspects of carbide, exploring the intricacies of the cutting process and the production of these extraordinary tools. The Cutting Process To understand the essence of carbide cutting tools, it's essential to comprehend the cutting process itself. At the heart of this process is an intense, concentrated force applied at the cutting edge, effectively separating the metal's individual crystals. This separation results in the creation of a continuous flowing chip, which eventually moves up the cutting tool face until internal stresses cause it to fracture, breaking away as a segmented or discontinuous chip. During this process, a substantial amount of heat is generated at the cutting edge. This heat is primarily due to the friction between the tool and the workpiece as the chip is formed and flows along the cutting tool's face. Remarkably, individual carbide grains are so incredibly hard that they do not deform or flow under these intense forces and high temperatures, ensuring the tool's longevity and efficiency. CARBIDE PRODUCTION
Carbide Technical Specs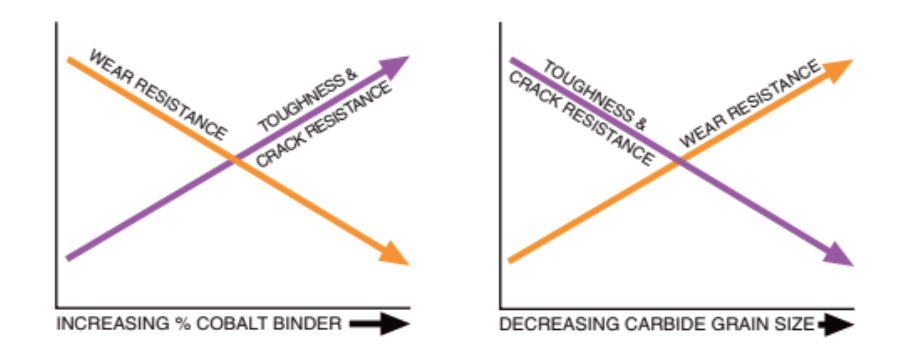 The production of carbide tools involves a series of precise steps to achieve the desired physical properties and performance characteristics:
Carbide cutting tools have revolutionized various industries with their exceptional hardness, heat resistance, and longevity. Understanding the intricate details of the cutting process and the meticulous production of carbide tools sheds light on their unmatched performance in the world of machining. Whether it's the intense forces at the cutting edge or the precise control of cobalt binder content and carbide grain size, carbide tools continue to shape the future of manufacturing and engineering.
0 Comments
 Well known throughout the United States and Canada, the Better Edge team has been providing cutting tool reconditioning services for over 25 years to metalworking end users in the Automotive & Transportation, Aerospace & Defense, Heavy Equipment, Tool Manufacturing, Medical and Energy Industries. With state-of-the-art CNC 5-Axis grinders, sophisticated inspection equipment and in-house coating capabilities, they service a wide range of drills in a variety of tool styles, including multi-step and chipbreaker type tools. They are also experts in applying close tolerance edge preps and corner geometries on standards and blue print special drilling tools. Better Edge will restore drill points to original specifications all top brands of solid carbide high performance drills, including Kennametal®, Widia®, Garr®, Mitsubishi®, Sumitomo®, Sandvik®, OSG®, Titex® and Hanita®. No matter the degree of wear, Better Edge will restore like-new performance - GUARANTEED. Get in contact with us and we'll get you started!  Horn USA has introduced the new DR-Large modular reaming system for use in the machining of large bores. 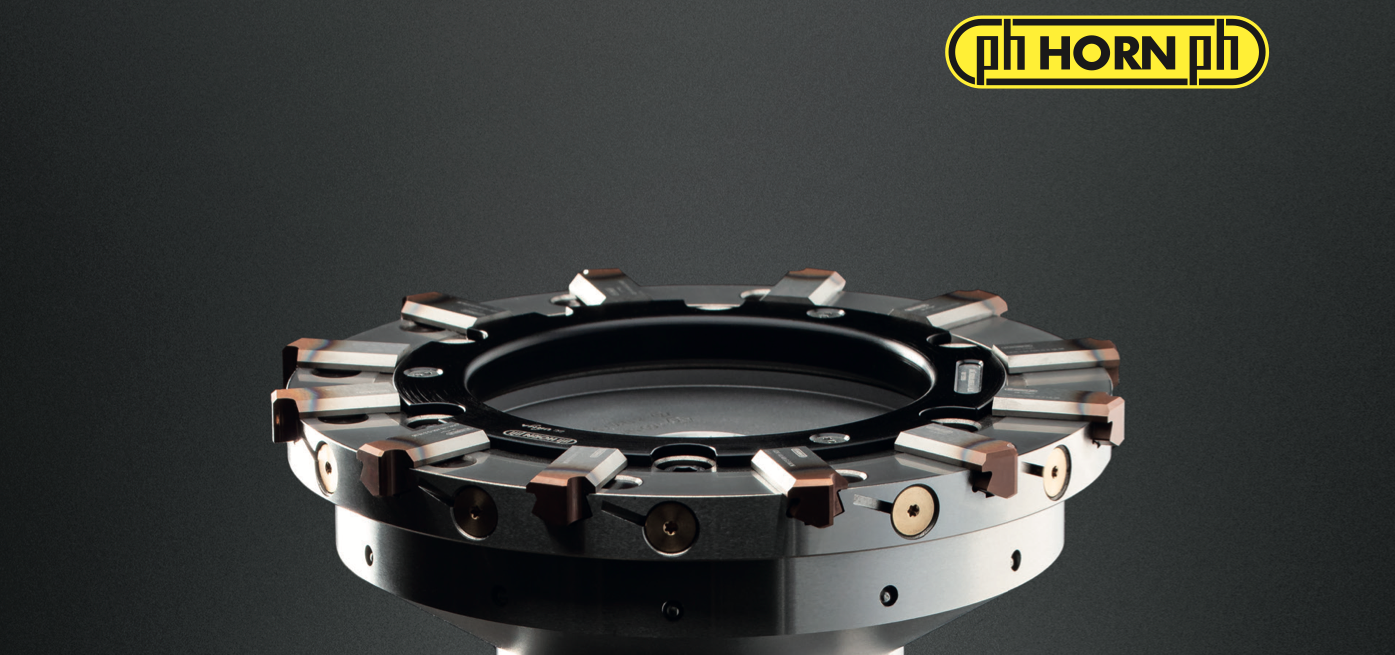 Horn USA REAMING SYSTEM DR large Modular reaming for bore diameters up to 200 mm The latest DR tool offers easy handling and high-precision thanks to the proven technology of the DR system. The large number of cutting edges and high feed rates reduce cycle time and machining costs. Modular construction and solid carbide inserts offer the user exceptional flexibility. Tool setting is not necessary when exchanging the cutter’s head as HORN offers reconditioning service for the DR-Large system. The versatile and powerful interchangeable high-feed reamer is perfectly suited for finishing large bores from Ø140 mm (5.512”) to Ø200.2 mm (7.881”). The modular construction of the reaming tools can be extended to any length with beta module standard components. The beta module interface is ABS-compatible. HORN offers six types of cutter heads to cover the entire range of diameters in 10 mm (.394”) increments. All cutter heads are manufactured with internal through coolant to each cutting edge. The custom insert interface offers extreme precision and insert interchangeability within microns. High-precision, high-feed reaming is a very economical machining process compared to the boring of tight tolerance holes. The motivation behind DR-Large is the customer demand to replace large diameter tools with inserts brazed into a fixed position and tools that are diameter specific. The fixed tools require delicate handling, are often heavy, require skilled users, and present logistical challenges when replacing worn tools. HORN offers a perfect solution with the DR-Large pre-calibrated exchangeable reaming head. We've been asked by one of our customers recently to post the standard reamer tolerances for Hannibal Carbide Reamers. Here's the standard tolerances for the reamers. Are you on our customer list yet?  Tool diameter toleranceGeneral Purpose & Coolant Fed Reamers
Shank diameter toleranceGeneral purpose
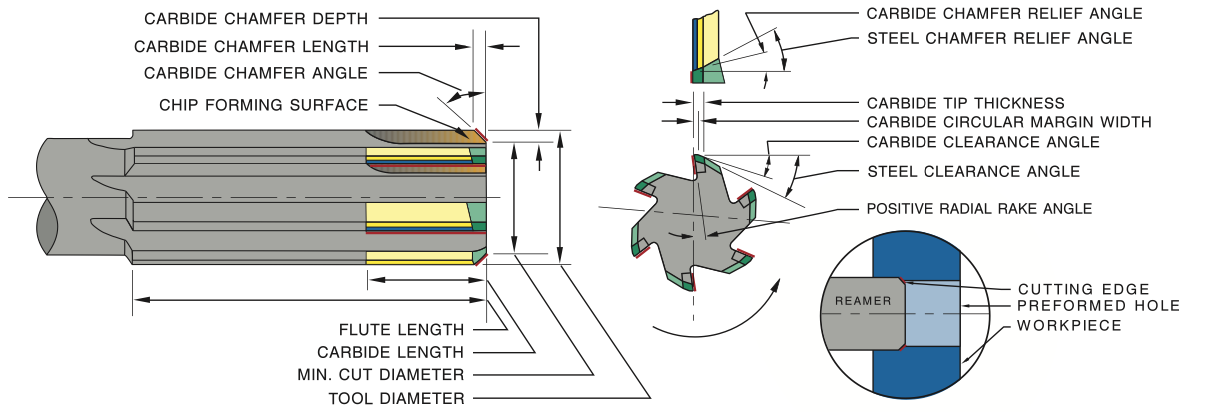 The reamer is used to finish machine a previously formed hole to an exact diameter with a smooth finish. It should not be used to significantly enlarge a hole (max. 5% – depending on material and hardness).
Reamer Types
Reamer Specifications
Why is total cost per hole reamed far lower with carbide tipped reamers despite its higher initial cost? Carbide runs at higher Higher feeds & speeds due to heat resistant cutting edges and this reduces your machine cycle time per part. Carbide also provides consistent quality: It maintains hole size and surface finish far longer than steel. That is a direct result of longer tool life which reduces down time for tool changes. At the end of the run, your shop is more profitable using carbide tipper reamers from Hannibal Carbide. 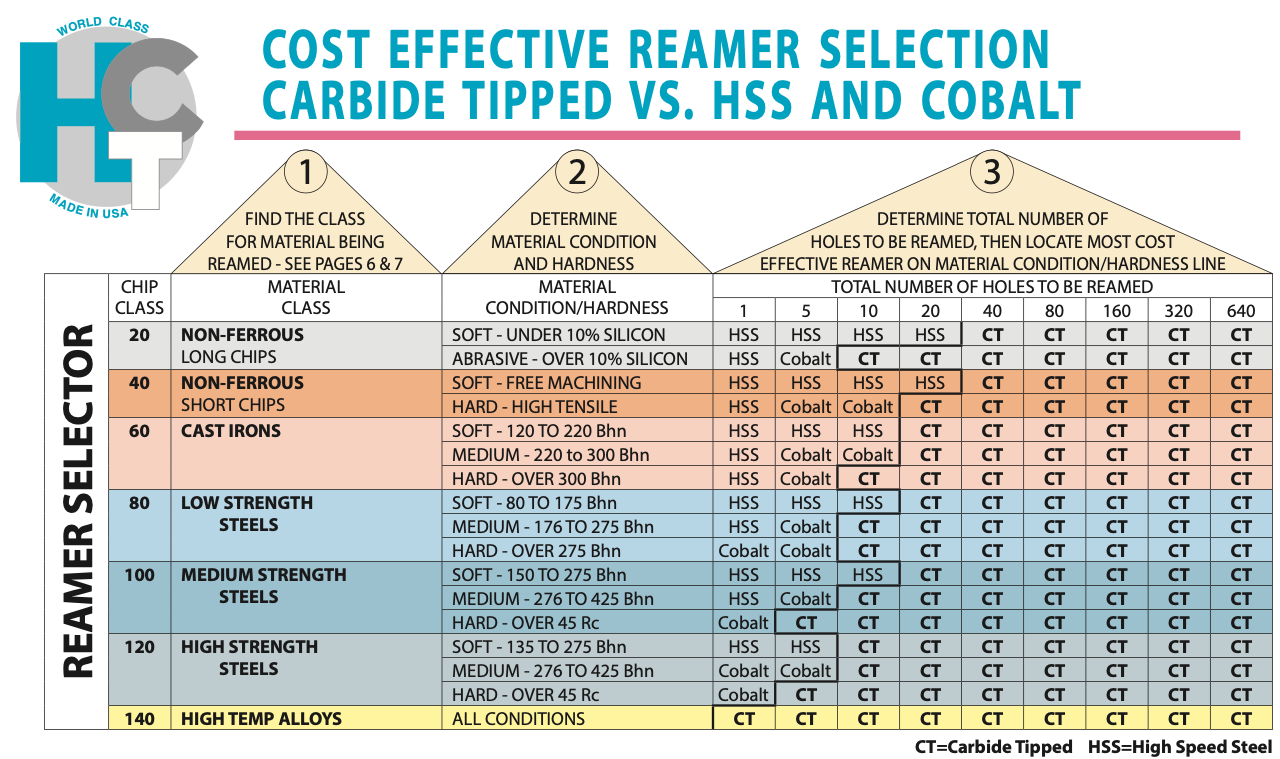 Hannibal Carbide has assembled a very nice overview of some common problems associated with carbide reamers and how to avoid them.  Hannibal Carbide Coolant Fed Reamer Improper Tool
Make sure you are using the correct flute style and tool type. Stock Removal HANNIBAL recommends 2-3% of the reamer diameter as a starting point for stock removal. 2% for steels and tough alloys, 3% for non-ferrous materials and cast irons. Solid carbide & carbide tipped reamers must have adequate stock to remove or they will rub in the hole and generate excessive heat, which leads to premature tool wear. Improper Speeds & Feeds The right combination of speeds and feeds is critical to tool life and consistent size and finish. Getting the correct starting points is a key element. Reaming is a finishing operation and proper speeds and feeds must be run to achieve size, straightness and finish. Poor Fixturing If the fixturing cannot hold the piece securely and in line with the spindle, then producing a good finish will be very difficult. A reamed hole is only going to be as good as the machine and fixturing used to machine and hold the part. Excessing Runout (spindle or tool holder) Runout leads to poor finishes, oversized, tapered, and bellmouth holes, as well as poor tool life. Floating holders or bushings can sometimes be used to compensate for runout, but the best solution is to fix the problem. Improper Coolant Make sure the coolant you are using is recommended for reaming your particular materials. Many coolants will prove effective for reaming if the concentration level is maintained with specifications. Take the time to check the levels on a regular basis. Improper Sharpening or Geometry If a new tool works fine, but fails to perform after resharpening, the problem is obvious. However, depending on the hardness and condition of the material you are reaming, the tool geometry may need to be altered to get optimum performance and tool life. Geometries most often changed are the circular margins, radial rake, and the primary chamfer clearance. Material Changes (hardness and/or condition) Castings lead the way in inconsistency. Hard spots, free carbides, and scale can all lead to inconsistent results when reaming. A heat treatment that varies just a few points from part to part can cause problems.  Hannibal Carbide has assembled some basic technical guidelines for optimizing reamers. Following these guidelines will increase your productivity. Ream it right the first time with Hannibal Carbide. Most reamer manufacturers will provide you with a starting point for speeds and feeds. Here's some things to keep in mind:
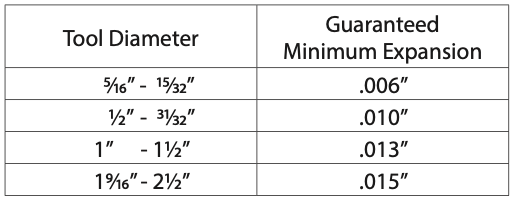
As you seek the optimum speed and feed for your application, look and listen for signs or sounds that could save you time. Listen for the reamer squealing upon entry—this means speed or feed is too high or alignment is poor. Examine the chip for size and color. Examine the finish for signs of chatter. Tech Tip: Hannibal Carbide  Hannibal Carbide has compiled this guide to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing productivity. Selecting the right tool, proper stock removal and correct speeds and feeds are all important and covered here in the Hannibal Carbide Reamer Guide. "Ream it right the first time with Hannibal" Flute Styles Straight Flute Best suited for non-chip forming materials, i.e. cast iron, bronze and free cutting brass. Preferred hole condition would be a thru hole. Right Hand Spiral Designed to pull the chip out of the hole in a blind hole application.Due to aggressive flute geometry, a right hand spiral may cut slightly oversized.Effective in bridging interruptions, such as keyways, cross-holes, etc.Excellent in highly ductile materials. Left Hand Spiral Excellent in thru holes, as the flutes tend to push the chips out ahead of the reamer.Effective in bridging interruptions, such as keyways, cross-holes, etc.Good for reaming hard materials.Should provide the very best size and finish. Expansion Reamers Designed for high production runs in abrasive materials, when size or finish can be rapidly lost.Expand the diameter by turning the screw clockwise.The tool is now ready to be reground back to its original diameter and resharpened.This process should produce like new tool performance. Coolant Options Center Fed Coolant (axial) Center fed coolant design is used for blind hole reaming.Combine center fed coolant with right hand spiral for maximum chip clearing ability in highlyductile material. Flute Fed Coolant (radial) Flute fed coolant design is used for thru hole reaming.Effective in a cavity large enough for chip clearance.Flute fed coolant will flush the chips ahead of the reamer, providing the best hole size and finish.  OPTIMUM OPERATING CONDITIONS While developing optimum conditions will require some investment in time, it will be beneficial by reducing cycle times and getting the best possible tool life. There are several elements to evaluate in this section. These elements are key to maximizing tool efficiency
|
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
March 2024
Categories
All
|
 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|