|
When a casting proved too malleable for traditional gripping, Thomas/Euclid Industries adopted — and succeeded with — Blue Photon adhesive workholding. 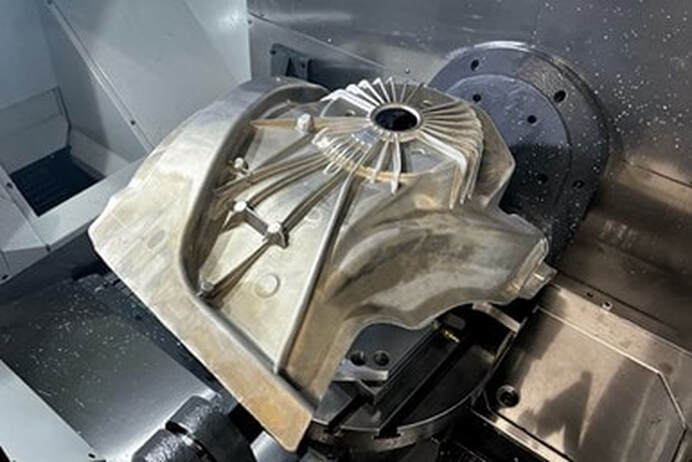 Soft material was not the EV strut housing’s only workholding challenge: The part barely fit the UMC 750’s travels. Potential fixtures needed to be low-profile enough to ensure the part continued to fit the machine. Images courtesy of Thomas/Euclid. As metals go, aluminum is soft and quick to bend — factors which make it easy to work with for most machining applications but make workholding to tolerances of 0.0005 inch unfeasible with traditional grippers. The force required to perform workholding could send the part out of tolerance, requiring rework or scrap. For Thomas/Euclid Industries, this difficulty became the push it needed to experiment with alternative forms of workholding, utilizing Blue Photon’s adhesive grippers to perform contactless gripping on an EV strut housing made from an aluminum casting. Maximizing Lights-on ProfitsThomas/Euclid is primarily an aerospace manufacturer — EV automotive parts are not the norm for the company. In this case, the job came about not long after the shop installed a MatsuuraMX 330 five-axis machine. The new machine’s automation capacity enabled the shop to run many of the jobs previously on its five-axis Haas UMC 750 for longer periods, decreasing the time necessary to complete these jobs even as it left the UMC 750 idle. Ryan Merrill, chief operating officer at Thomas/Euclid, says the search for additional work to put on the shop’s UMC 750 led the company to a customer already committed to machining EV strut housings. Complications had arisen from the compressed timeframe to prepare for the job — the typical two-year development time for the part had been shortened to eight months — and a delay in receiving the five-axis machines the customer had been planning to use to machine the housings. Thomas/Euclid had the opportunity to act as a stopgap, delivering parts until its customer’s machines were up and running. Another complication? Most shops that had been offered the job had already turned it down due to the nature of the part itself: a 20-inch-long, near-net aluminum casting with an odd shape and inconvenient tolerances. While the customer would provide the casting, and all Thomas/Euclid needed to do was machine holes in it, consistently gripping the part without marring and distorting it was a massive challenge. The combination of a quick-change base and adhesive workholding enabled the shop to manually change over setups and fixture parts in about seven to 10 minutes while achieving a repeatability that other workholding methods could not match. Getting the Green Light on Blue Photon The EV strut housing was the first project for which Thomas/Euclid used 3D printed fixturing. While the experience involved some growing pains, with the fixture coming in heavier than expected, the shop was able to prove out all four versions in time to produce the part. Adhesive workholding offered a path forward, but not one Thomas/Euclid had used before. While the company had looked at Blue Photon’s adhesive grippers for several applications, the shop had always decided against using them due to the technology’s startup costs. With the EV strut job requiring a contactless workholding setup, however, Thomas/Euclid’s programmers and engineers were quick to point out that adhesive workholding was the most viable method for handling the job. Properly attaching the Blue Photon grippers to the part required irregularly shaped fixtures for each of the four variants of the part (two operations, each with a left- and right-hand version). Blue Photon’s applications engineers volunteered to help, designing the fixtures for additive manufacturing and printing them through Stratasys. Thomas/Euclid then bolted the fixtures onto a quick-change base and screwed the Blue Photon grippers into the ends of the fixture. Shining a Light on Adhesive WorkholdingAfter applying dime-sized dollops of the BlueGrip adhesive to the grippers, Thomas/Euclid’s machinists set the workpiece on the fixture and slid an ultraviolet light up from underneath. This light is connected to a magnetic rod, which snaps into place at the back of the gripper. After about a minute, the adhesive locks the part into place. From here, the company was able to machine the part with no issues. Removing the part required loosening the grippers with a normal socket wrench, then using a handheld steamer to remove the residue from the Blue Photon grippers. Hands-On At All TimesDue to the short run of the part, the shop was not able to automate this last step and therefore manually fixtured parts and changed over setups. Still, the combination of a quick-change base and adhesive workholding enabled the shop to perform these changeovers in about seven to 10 minutes while achieving a repeatability that other workholding methods could not match.
Thomas/Euclid has handed off the EV strut housing job to the original customer, but maintains its Blue Photon stock for suitable future projects. “It was the first time our customer had ever worked with us. It was the first time we had ever worked with Blue Photon. We put a lot of trust and faith in each other that we were going to pull it off, and there were of course some road bumps along the way, but we pulled it off,” Merrill says. “It was incredibly impressive how well Blue Photon worked on this project.”
0 Comments
The workholding stabilizer puck simplifies how parts are loaded, reducing scrap, enabling faster feed rates and increasing spindle uptime.  Puck base shown with three large head-in grippers and large gripper external fixed inserts for maximum stabilizing strength. Blue Photon has designed a system using workholding grippers and insert components for use with Big Daishowa and other stabilizer systems. The system holds the workpiece without drilling and tapping into the part or with the need to clamp the part. The unit is easily adjustable when positioning to grip the part wherever needed to stabilize the workpiece. The unit enables the transfer of loads to the machine table and base. The stabilizer puck simplifies how parts are loaded, reducing scrap, enabling faster feed rates and increasing spindle uptime.
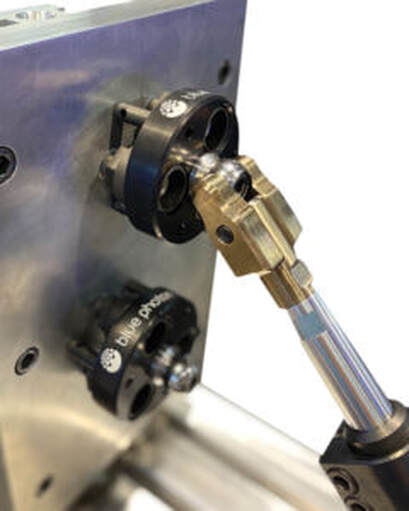
The adhesive workholding process involves applying BlueGrip workholding adhesive to the grippers and curing through the grippers from the backside of the puck base with ultraviolet light for 60 sec. By using grippers on top of the workpiece, users can eliminate drilling and tapping into the part. Part removal is quick and easy with a one-quarter turn twist of the gripper. Residual adhesive is simply removed by using a handheld steamer or a hot water soak and a light peeling action. Any part that is at risk of distortion from traditional clamping or poses complications in fixture design are a potential candidate for the technology. Learn More at Workholding Fixture SystemsGrip Pallets
 Did you miss IMTS 2022? Check out the video below recapping the Blue Photon adhesive workholding solutions that was on display. Blue Photon’s adhesive workholding solves problems associated with current workholding devices. The technology allows the user to hold parts and most materials without clamping. It also offers fixture design and engineering for milling, turning, grinding, electrical discharge machining (ECM), electro-chemical machining (EDM), 3D printing, laser, inspection, and assembly applications, including aerospace, additive, robotics, and medical machining. Blue Photon Grip Pallets are designed to simplify how parts are loaded, reduce scrap and increase spindle uptime. Available in 150, 225 and 300 mm square pallets, the Grip Pallets are designed for quick change and adhesive workholding of complex and hard-to-hold parts for EDM, grinding, inspection, laser and milling operations. The pallets can hold parts securely, providing increased machining access on five to six surfaces while using standardized fixturing systems already in place. Blue Photon’s grippers are inserted into new external inserts, designed specifically for the Grip Pallets. The external inserts are available for use with small, medium and large grippers. The new inserts allow for simple installation of the grippers at the required height for maximum holding power. The 150-mm square pallet is available in aluminum and steel with a 52-mm pattern for a quick change receiver that will hold up to nine grippers. The 225-mm square pallet is available in aluminum and steel with a 96-mm pattern for a quick change receiver that will hold up to 21 grippers. The 300-mm square pallet is available in aluminum with a 96-mm pattern for a quick change receiver that will hold up to 33 grippers. Each Grip Pallet includes two handles with multiple color choices and four spacers, with a 25.4-mm standoff that allows for the recommended nominal of 1-mm joint thickness between gripper and part. Optional clamp studs are available for both 52 mm and 96 mm patterns for 5th axis, Jergens, Lang and Mate systems. Part can be removed with a ¼ turn twist of the gripper or hot-water soak. Residual adhesive is removed by using a handheld steamer or a hot-water soak and a light peeling action. Check out these details and more from the IMTS video below. If you missed seeing Blue Photon at IMTS 2022, you can always schedule a customer meeting with with one of our team.
Blue Photon’s Grip Pallets are designed for quick change and adhesive workholding of complex and hard-to-hold parts for EDM, grinding, inspection, laser and milling operations Edited by JENNY RUSH, Senior Managing Editor, Modern Machine Shop Blue Photon has added five Grip Pallets and three new inserts for 52- and 96-mm quick-change receiver systems. The addition enables more applications using existing fixturing systems in machining centers. Blue Photon Grip Pallets are designed to simplify how parts are loaded, reduce scrap and increase spindle uptime.
Blue Photon’s grippers are inserted into new external inserts, designed specifically for the Grip Pallets. The external inserts are available for use with small, medium and large grippers. The new inserts allow for simple installation of the grippers at the required height for maximum holding power.
The 150-mm square pallet is available in aluminum and steel with a 52-mm pattern for a quick change receiver that will hold up to nine grippers. The 225-mm square pallet is available in aluminum and steel with a 96-mm pattern for a quick change receiver that will hold up to 21 grippers. The 300-mm square pallet is available in aluminum with a 96-mm pattern for a quick change receiver that will hold up to 33 grippers. Each Grip Pallet includes two handles with multiple color choices and four spacers, with a 25.4-mm standoff that allows for the recommended nominal of 1-mm joint thickness between gripper and part. Optional clamp studs are available for both 52 mm and 96 mm patterns for 5th axis, Jergens, Lang and Mate systems. Part can be removed with a ¼ turn twist of the gripper or hot-water soak. Residual adhesive is removed by using a handheld steamer or a hot-water soak and a light peeling action. FOR IMMEDIATE RELEASE  NEW ENGLAND - F&L Technical Sales as been appointed manufacturing agents for Modern Industries' mPower workholding product line in the New England territory. Modern Industries is a leading innovator of workholding and fixturing components, focusing on the development of more efficient, faster, and lower operating cost methods for a wide range of machining and manufacturing applications. The mPower™ line of products is designed to increase productivity while reducing costs in CNC Milling Machines. These products include their SpeedLoc precision locating and mounting system, the ModLoc modular tooling columns and plates, and a line of heavy duty work supports. As a manufacturing operation that faces global competition, they fully understand that the need work to faster, smarter and at a lower cost is the key to either success of failure in today’s competitive marketplace. Take a look at this product overview video! If you would like to learn more about this please get in touch with us and we can set up a demonstration!
Check out the video clip about Blue Photon using ultraviolet light to cure BlueGrip workholding adhesive on the grippers!
Watch the full episode covering workholding on Swarf Talk HERE Swarf and Chips is sponsored by Intoco Special Steels and Alloys. Courtesy of MTD CNC Media and Swarf and Chips. Orders accepted beginning July 15, 2021. First shipments from inventory July 26th 2021 F&L Technical Sales is excited to announce the launch of a brand new workholding product line for CNC Milling machines! Check out the press release below! We'll be adding more technical information after the product launch and after we return from our training in July! This is exciting stuff!! Mate Precision Technologies, a global leader in metal forming and metalworking solutions, announced today that it is launching a new line of 52/96 workholding technology for CNC machining operations.
Sundquist explained, “What’s really sets this system apart is that our workholding is designed and built by Mate machinists in our Anoka, Minnesota, facility. They know what machinists want in a workholding system because they want those same things themselves.” A New Era for Workholding
Leveraging nearly six decades of machining Mate’s workholding line offers an impressive selection of options:
The Mate 52/96 workholding system includes QuickSpecs™, Mate’s unique product identification system. QuickSpecs allows real-time access to critical user data, CAD models and potential integration into business systems. Additionally, the product supports common robotic interfaces and palletizing systems to support factory automation. This new line is designed and manufactured with Mate’s renowned performance standards for best-in-class accuracy and repeatability. The workholding system is backed by the company’s sophisticated technical support, unsurpassed product quality, responsive customer service, and 100-percent satisfaction guarantee. Learn more online: mate.com/products/workholding. The workholding announcement comes shortly after Mate changed its corporate name to Mate Precision Technologies to reflect the company's broader commitment to metalworking and using its expertise to drive innovations to shape the future of factory productivity. In describing the name change Sundquist commented, “It truly supports our mission statement, which focuses on improving our customers’ factory productivity, and we are now better positioned to extend our skills and technologies to other markets like the metal cutting and machining industry.” Blue Photon’s workholding technology solutions Now features a Universal Fixture Kit. Check it out in the new 2021 catalog below!  Blue Photon is pleased to announce the release of new products to the Blue Photon workholding system line-up. Blue Photon is committed to revolutionizing the workholding industry. This is achieved by using innovative ultraviolet (UV) technology to design unique workholding and fixturing for specialized applications. Our customers in turn receive the solutions they need most. If you have machining challenges, you’re sure to find a solution with Blue Photon’s workholding system. Blue Photon manufactures a patented photo-activated adhesive workholding system in the U.S. They also offer fixture design and engineering for milling, turning, grinding, electrical discharge machining (EDM), 3D printing/additive manufacturing, laser, inspection and assembly applications for the aerospace, medical, optical, and robotic industries. You can view or download the catalog below. For a more in-depth visual of how Blue Photon’s UV workholding technology is a solution to your workholding needs, check out their videos HERE.
New optical workholding adhesives provide alternate solutions to the challenges of traditional holding methods written by Dan Billings & Shannon Osborn, Blue Photon The way optical workpieces are held during processing has changed little over the decades. During grinding and polishing, vacuum fixturing and adhesives such as wax, pitch, and epoxy resins have traditionally been used. The waxes and pitches are heated to reach a flowable state and are then applied to the fixture or part. Once the wax or pitch has cooled, the workpiece is placed into a holding device for processing. In both fixed and rotating applications, the vacuum is often applied with a rotary union. Once the workpiece is loaded into the fixture, the vacuum is turned on to allow the part to be pushed into the fixture by atmospheric pressure. The vacuum is turned off to remove or release the part.  Figure 1. Examples of vacuum fixtures. Courtesy of S.I. Howard Glass Co. While traditional methods have worked well, they are not without problems. Hot wax and pitch can lead to safety concerns for the people who use them. The vacuum, with seals and pumps that require regular repair and maintenance, can add additional cost and downtime (Figures 1 and 2). Unexpected loss of the vacuum during machining can be catastrophic to the workpiece and grinding wheel. Epoxy products can be time-consuming and difficult to remove. Furthermore, the part may require solvents or slow heating after processing to remove the epoxy, which can lead to longer cycle and setup times, as well as environmental issues related to the disposal of those solvents.  Figure 2. Preparing a work station for adhering glass workpieces with wax. Courtesy of S.I. Howard Glass Co. New adhesives A variety of newly available adhesives designed specifically for workholding can eliminate part movement during machining, can speed processing times, and can resolve other challenges created by traditional methods (Figure 3). UV-curable adhesives are well suited for holding parts during processing and they enable easy part removal and quick cleanup. High-viscosity adhesives, which can fill gaps between the surface of a part and fixture, supply strong holding power. If the optical material is transparent to UV light, the adhesive can be cured through the optical material in as little as 60 seconds. If the material does not transmit enough UV light to set off the curing process, then grippers are used and the UV light is transmitted through the gripper to cure the adhesive from the underside of the part. Grippers are patented, load-bearing, and light-transmitting fixture components that enable complete photoactivated adhesive curing.  Figure 3. A piece of flat glass processed by contour milling using a newer workholding adhesive. Courtesy of S.I. Howard Glass Co. New processes With new adhesives, traditional holding processes change. First, a thick layer of adhesive is applied between the part and holding device. Grippers are inserted into a fixture and can serve as the interface between the workpiece and holding device if needed. The workpiece is then secured to the grippers with the workholding adhesive, which is cured with UV light transmitted through the core of the gripper. The average tensile holding power of the gripper is between 200 and 605 lbs per adhesive joint and based on the size of the gripper selected. When the workpiece is loaded, UV light is either passed through the grippers or the workpiece material for 60 seconds to cure the workholding adhesive. Once cured, the workpiece is held in place securely, which allows for aggressive processing. The parts can then be removed from the holding device by hot water soak with a temperature between 170 and 200 ºF. The high temperature eliminates the need for toxic solvents and allows for faster release of the adhesive. Typical debonding time generally runs 2 to 5 minutes. Residual adhesive is easily removed by applying pressurized steam or hot water spray in conjunction with a gentle peeling action (Figure 4). 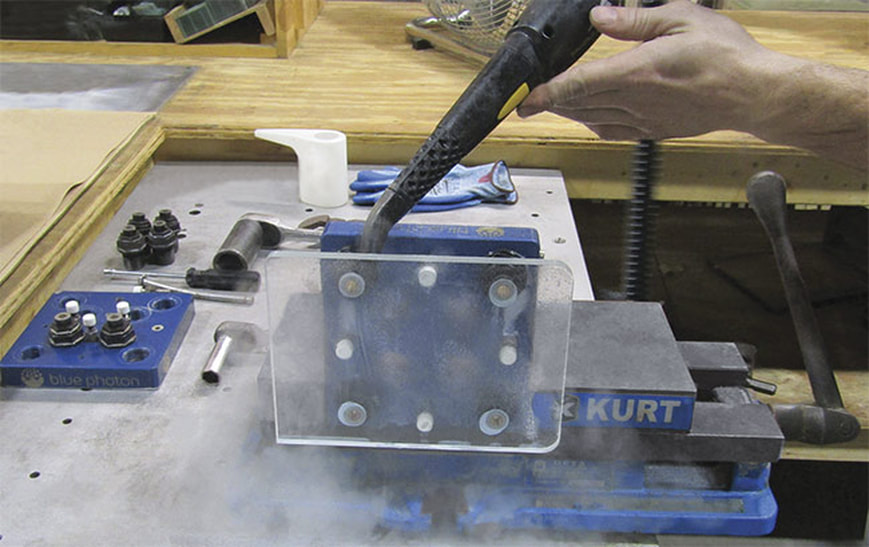 Figure 4. Debonding a workpiece from the workholding fixture with pressurized steam. Courtesy of S.I. Howard Glass Co. Tests have shown that the holding force produced by the adhesive and grippers can withstand the requirements of most machining applications. And the material removal rate can exceed expectations when compared to wax, resin, or mechanical clamps. In traditional circumstances, clamp pressure is often limited to avoid component damage.
Benefits New adhesives require significantly less preparation than wax, resin, or mechanical clamps, and setup times can be reduced by as much as 75%. For example, once a workholding adhesive is implemented, hours per day can be saved just by eliminating the waxing process, which includes several time-consuming steps: warming wax, mounting the workpiece on wax, allowing the wax to cool before machining, and degreasing wax to clean parts. New adhesives reduce setup times, eliminate scrap and toxins, enable the operator to have precise control between operations, and ensure the surface integrity of the optical workpiece. Meet the authors Dan Billings is president and CEO of Blue Photon Technology & Workholding Systems LLC. He has worked in manufacturing for more than 30 years in the aerospace, medical, optics, and additive manufacturing industries. He is also experienced with the challenges of holding difficult parts for machining. Shannon Osborn is marketing manager and works on product development at Blue Photon Technology & Workholding Systems. She has a bachelor’s degree in visual communications from Kendall College of Art and Design. This article is about Blue Photon Technology and Workholding Systems LLC and how Post Processing; 3D printing presents challenges in workholding for finish machining. Written by Mark Kirby AM Business Manager, Renishaw Canada Metal 3D printing can enable rapid, low cost iterations of new medical devices, since no tooling costs are involved. All devices need testing to uncover problems and develop solutions—allowing the product shape to change “for free” is a powerful advantage with Additive Manufacturing (AM). Other benefits flowing from AM besides enabling more complex geometry are improved accuracy with no component tolerance stack up, and a simplified supply chain with reduced part count.
3D Printed WorkholdingPlastic printed jaws are often a good first option, as they are cheap to manufacture—typically in just a few hours on a desktop printer, and can conform to complex geometries (although the design of the jaws can be more time consuming than a simple Boolean subtraction of the component from the plastic). When the design changes after product testing it is easy to print a new set of jaws. The main disadvantage of plastic jaws is that they will often distort the component as they are tightened. Although the jaws hold the part rigidly for machining, when the component is released from the fixture any machined bores may no longer be perfectly round, and true positions of features will have moved slightly as the component relaxes back into its unloaded shape.
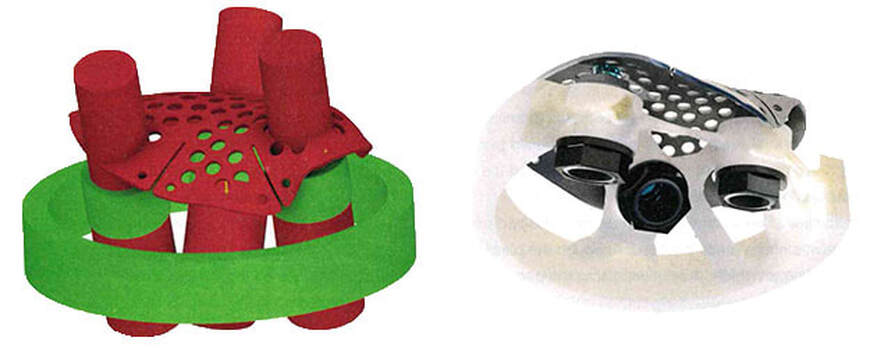
The tracker body was monolithically printed in titanium alloy Ti6-4, stress relieved and then cut from the build plate ready for finish machining of the kinematic mount and the four posts that hold the optical reflector globes. A plastic set of jaws was designed to clamp the part while leaving the machining areas exposed. Although the plastic jaws clamp the part rigidly, they never clamp the part repeatably, so the exact position of the part must be found using a machine probe and best fitting software such as NC-PerfectPart, from Metrology Software Products Ltd. (MSP). Originally developed for machining of high value aerospace and Formula 1 composite structures, this software is perfectly suited to the challenge of precisely locating an organic-shaped AM part with no obvious datum features. Points are selected on the component in the CAD environment and the deviations from nominal positions are measured by the probe on the CNC machine. The NC-PerfectPart software then creates a best fit alignment that is a 6-axis coordinate transformation—both translation and rotation. This coordinate shift is automatically recalled into the machine controller before CNC programs are executed.
Problems and SolutionsUnfortunately, the hip tracker component flexed imperceptibly when the plastic jaws were clamped, resulting in true position errors greater than 0.3mm on the machined posts. While the component had been optimized for handling loads during surgery, it had not been designed to resist machining forces. In order to machine the part accurately it was essential not to bend it with mechanical clamping, but at the same time it was equally important to add rigidity. The solution was to use Blue Photon’s UV activated adhesive and grippers. By gluing the part onto four gripper posts (that transmit UV light to cure the glue in approximately 90 seconds) the hip tracker was held firmly but still in the free state. An aluminum block was machined to hold the four gripper posts in the correct positions for the tracker body. Initial machining was successful on the three posts directly bonded to the grippers, but one post was cantilevered above the gripper and vibrated during machining. A plastic support block was printed to hold this post and eliminated this problem. By cradling the part, the support block also allowed for more accurate positioning of the tracker prior to the glue being cured. The glue thickness is optimally around 1mm, and after machining the part and fixture can be separated by simply immersing the assembly in near boiling water for a few minutes, and then peeling apart. The only disadvantage of using the glue grippers appeared to be the extra work to design and machine the gripper fixture. However, on a subsequent project for an industrial impeller Renishaw used plastic printing to produce the gripper fixture instead of machining. This proved that the manufacture of a robust, custom workholding solution can be reduced to an overnight desktop print. Refining the Procedure: |
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
June 2024
Categories
All
|



 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|