|
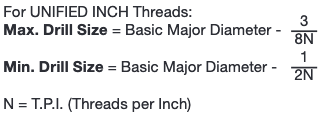
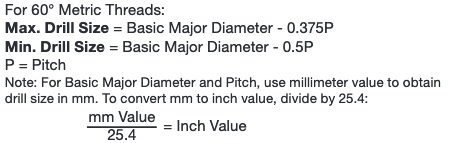
Cold Forming Taps, also called Roll Taps, create threads by extruding the material in the drilled hole up into the thread form instead of removing material. This leads to a stronger thread because the material rearranges the material in the hole. Tap life is also increased because you are forming the thread instead of cutting the thread so there is nothing to wear out at the cutting edge. Roll Form Taps are en excellent choice for nickel based alloys that are prone to workhardening. The cold forming process causes the substrate material grain structure to be re-arranged and "squeezed" into the thread form. This cold working will increases the hardness of the substrate material. The following information is courtesy of Allen Benjamin . 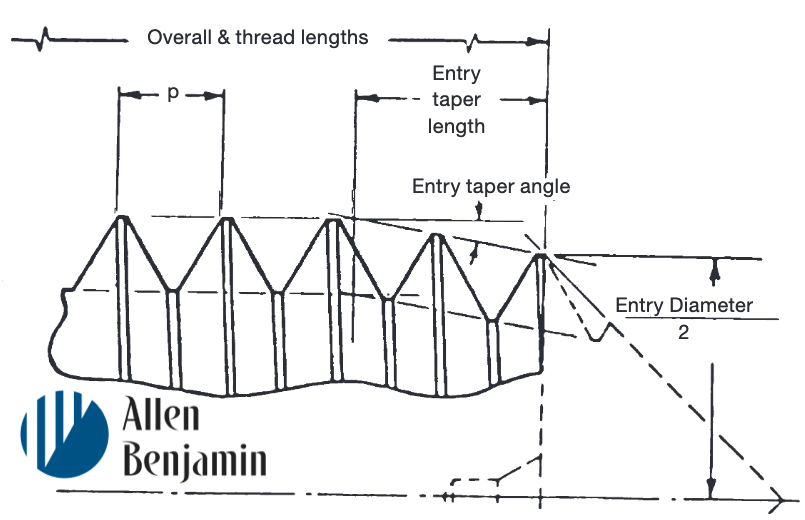 THREAD FORMING TAP ENTRY LENGTHS Entry taper length is measured on the full diameter of the thread forming lobes and is the axial distance from the entry diameter position to the theoretical intersection of tap major diameter and entry taper angle. Whenever entry taper length is specified in terms of number of threads, this length is measured in number of pitches (p). BOTTOMING LENGTH = 1-1/2 to 2-1/2 PITCHES PLUG LENGTH = 3 to 5 PITCHES The chamfer on BOTTOM style form taps is approximately 2 threads long and requires a drilled hole depth 3-4 pitches beyond the full thread required. When a controlled maximum chamfer shorter than 2 threads is required, an additional charge will apply. Allen Benjamin will not guarantee the performance of taps with the shorter chamfer. Entry diameter, measured at the thread crest nearest the front of the tap, is an appropriate amount smaller than the diameter of the hole drilled for tapping. See below for tap/drill size formulas, and formulas to determine maximum and minimum drill hole sizes for appropriate percent of thread. TAPPING SPEEDS Form taps operate most efficiently at spindle speeds 1-1/2 to 2 times faster than those recommended for conventional cutting taps, especially in softer materials and/or with fine pitch forming taps. LUBRICATION As higher speeds are attained, adequate lubrication is essential for prolonged tap life and thread quality. Since it is more important to ‘lubricate’ the cold-forming tap than to ‘cool’ the tap, these taps should be used with conventional lubricating cutting oils or EP (extreme pressure) rated oil...soluble oils and similar coolants are not recommended. PRE-TAPPED HOLE SIZE Forming taps require a LARGER pre-tapped hole size than conventional cutting taps. To insure a properly tapped (cold formed) hole, adhere to the following formulas below. FORMULA FOR TAP/DRILL SIZEs In both cases below, for inch and metric, use a whole number for % of thread. In the examples below you will see 65%, using 65, not .65. DECIMAL/INCH FORM TAPS  Here's an example: To determine drill size for a 1/4-20 thread forming tap at 65% of thread:  METRIC FORM TAPS  There is no true method of predicting percent of thread that will be obtained when tapping with forming taps due to the many variables involved. As a starting point, however, 55% for maximum drill size and 75% for minimum drill size can be used as a guide. Any desired percent of thread can be approximated by using drill sizes in between. To determine theoretical maximum and minimum drill sizes (for average operating conditions), see formulas below.
0 Comments
|
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
June 2024
Categories
All
|
 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|