|
The Challenge The challenge was to achieve both hard and soft cost savings, as well as time spent on drilling flanges from one side, chamfering the backside and creating a controlled chamfer on the top surface which was a secondary process.
The Solution
We designed an indexable drill with our rear cutting carbide deburring insert along with a fixed pocket chamfer insert to create the precision top chamfer that was required. The spade drill insert also had a special feature that allowed it to chamfer the top side of the bottom hole that was pre-drilled. The Results Four operations were completed in one pass. The EZ Burr Burr-Free Drill drilled the hole, deburred and chamfered the back all in one step, thus eliminating the secondary step of chamfering the bottom surface on the top hole. This saved time as well as money, plus the tool life of the Burr-Free Drill achieved a more consistent result and had a longer tool life than the previous method.
1 Comment
 EZ Burr was tasked with deburring a series of internal ribs in a very long high-silicon aluminum engine block. A special extra-long (14” OAL) Carbide Series tool with a rear cutting only inserts was required to get down into the internal ribs for the deburring. If that where the only parameters to that need to be met it would be a challenge. The customer also needed cycle time to remain at 12-15 seconds while running at 1250 RPM and 15.750" IPM. EZ Burr had to make an extra length tool that could handle these cutting conditions without adding any cycle time to the process. The insert had to produce a clean, smooth surface and run a consistent number of blocks each and every shift. The initial testing resulted in a built up cutting edge on the inserts. EZ Burr's solution involved working closely with thier coating vendor to apply the perfect coating to the inserts to get the desired results. In the end, the tool design, cycle time and performance all met the stringent requirements as specified by our customer. We also made sure to always have a batch of these specially coated inserts ready for release at our local distributor, and enough long reach arbors on hand at EZ Burr to have ready to deliver in less than 2 weeks. If you have an unique deburring application, get in contact with one of our F&L Technical Sales team members! We'd love to help you out!
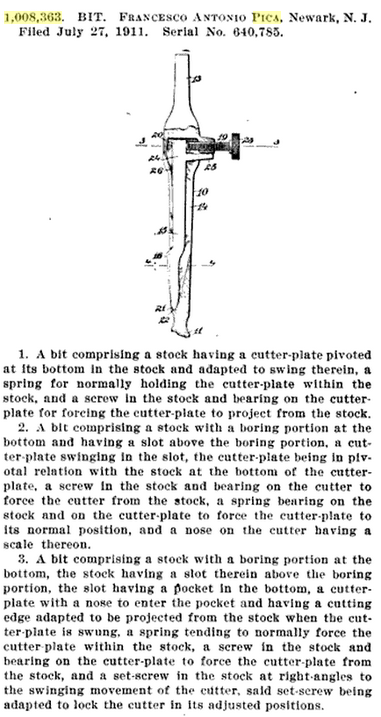
A short history about deburring from E-Z Burr. 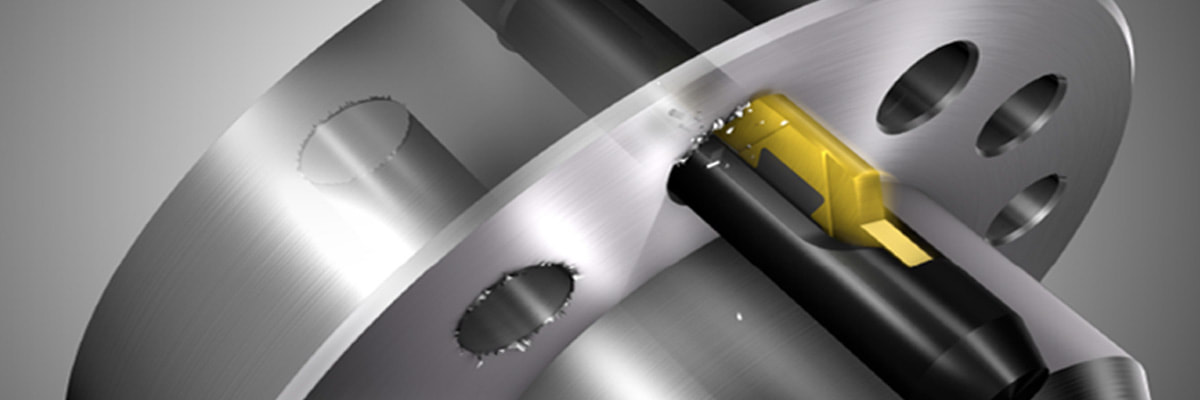 Burrs may be the last concern that an engineer or machinist wants to think about in designing a new part focusing on tolerances and production rate. However, the problem remains and calls for attention to develop a quality product. It was nearly a century ago that a solution was discovered and the first deburring tool went to market.
 Today’s tools offer many solutions to accommodate the many varieties of applications and materials. Looking at the technical aspects of each application, material and individual customer’s goals, E-Z Burr has taken the process of deburring to the next level.
Since 1960, E-Z Burr has been providing innovative and versatile deburring solutions for customers. Over the last 5 years they have introduced and expanded their Carbide Series of deburring tools to produce successful results on hard to machine materials and higher production volumes. “From the very start, our goal has been to provide tools that are durable, dependable, easy to use and maintain, while offering our customers a fair and reasonable price,” says Bill Robinson, President of E-Z-Burr. “We are always looking for new, innovative ways to meet the needs of our customers.” Case Study: E-Z Burr 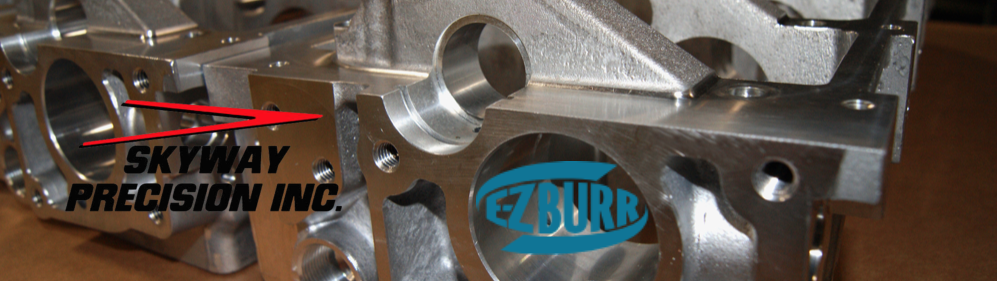 Skyway Precision Inc. is a comprehensive CNC World Class Machining operation, located in Plymouth Michigan. It is Skyway’s commitment to provide their customers with experienced machining processes and quality products that are delivered on time with an industry competitive cost. Established in 1968, Skyway prides itself by making their mark on the preferred supplier list of many major global manufacturers and has forged a reputation as an industry leader in the production of machined components. The Burring Problem: After working with Skyway on several projects, they asked E-Z Burr to provide a solution to a deburring challenge to reach the backside of a large 80lb component. The Nodular Iron component is an 11.6 inch Hub with 22 holes, 10 @ .425 diameter and 12 @1.093 diameter. Skyway was removing the 80lb hub from the Hyundai-Kia Hi-V50D machine, and placing it on the workbench to manually deburr the rear of the holes by using a countersinking tool in an air drill. This method proved to not only be cumbersome, but also time consuming and costly. The weight of the hub required heavy lifting and positioning while performing this secondary operation by hand on the workbench. The extra handling required further man-hours and was a challenge in maneuvering. In addition, the countersink tool was expensive, and the life of the tool was very limited. The tool would wear quickly and required re-sharpening or replacing often. This extra operation was an added cost to the machining process. Solution: The E-Z Burr Carbide Series Tool offered Skyway a variety of options designed to do the rear of the holes while the hub was still in the machine. “While we have a standard selection of diameters and lengths available off the shelf, we designed a special 9” long tool for this unique application. “The tool was tested at 550 RPM @ 8.8 IPM (1.087 hole), to accommodate their specifications”, says Robinson. “This gives them the ability to deburr the backside of the hole efficiently while the hub remains in the machine.” For the smaller holes on the hub, a standard length tool at 1750 RPM @ 11 IPM (.425 hole) is used to deburr both the top and bottom all in one economical pass. Skyway prefers to use the more aggressive E-Z Burr carbide insert that is also a standard option. The increased angles and positive cutting features provide just the right amount of pressure and engagement to produce the desired chamfer. Results:
The introduction of the E-Z Burr Tool to the process eliminated the need to remove the part from the machine to do the rear of the holes. The danger and additional manpower was dramatically reduced with the new process. In addition, the time spent using the countersinking tool and the cost associated with the tool were eliminated and resulted in more profit to the bottom line. Eliminating the need to remove and transfer the part created a safer working condition for the machine operators and a better job quality allowing the operator to focus on performance while meeting production schedules. This solution led to productivity, saving Skyway 15 to 20 minutes per part. While the countersinking tool would last a day or two, the E-Z Burr carbide insert proved to run a month before the need of replacement. The tool itself remained in the machine while the insert was being replaced adding to the ease of use and gained efficiency in manufacturing. This process then led to further engineered improvements by using a short pilot drill to start the hole and chamfer the top of the large holes. The pilot hole eliminated the “walking” and breakage problems and prolonged the life of the expensive long drill to perform its function. “E-Z Burr prides itself on more than just providing superior deburring tools. We get involved with our customers to solve production problems where deburring parts are an important measure in the final product,” says Robinson. “Problems should not be a roadblock and time is a precious commodity in production. We have the ability to accommodate tight timelines of days or weeks. The particular tool we customized for Skyway was designed and delivered in less than 2 weeks.” |
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
June 2024
Categories
All
|


 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|