|
compiled and edited by Bernard Martin Knurling is a machining process used to create a textured pattern on the surface of a workpiece, primarily for enhancing grip, aesthetic appeal, or as a means of indexing. Two common methods employed in knurling are knurl cutting and knurl forming. While both processes achieve similar results, they differ significantly in terms of technique, applications, and outcomes. In this article, we will delve into the distinctions between knurl cutting and knurl forming to help you better understand when and why each method is used. 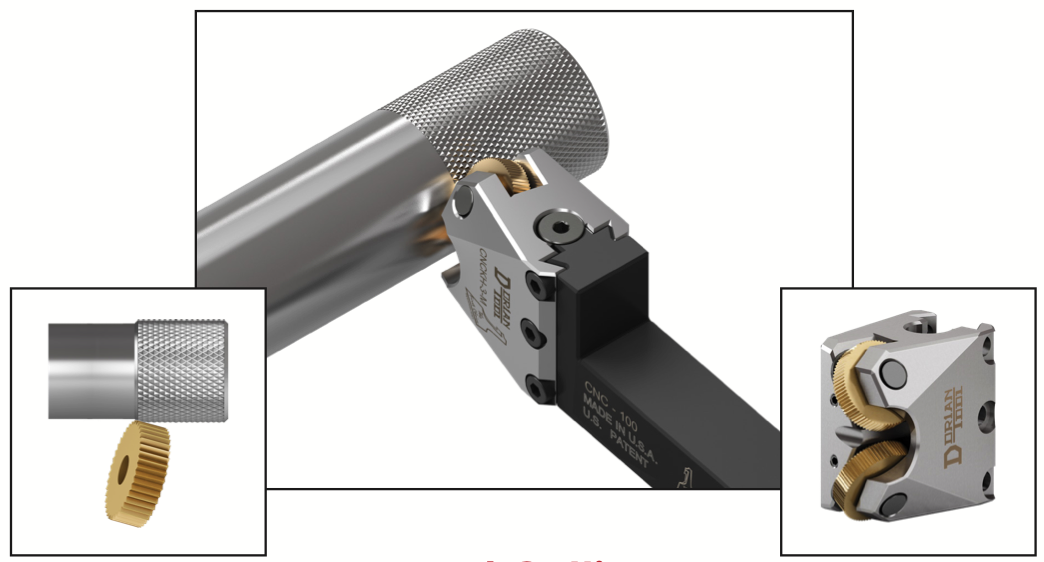 Knurl CuttingProcess Knurl cutting is a subtractive manufacturing process. It involves removing material from a workpiece to create the desired knurled pattern. This is typically done using a knurling tool that has sharp, hardened edges. As the tool rotates against the workpiece, it cuts into the material, forming ridges and grooves. Tooling Knurl cutting tools have teeth or serrations that cut into the material. These teeth come in various patterns and sizes, allowing for customization of the knurling design. The tool's sharp edges bite into the workpiece, displacing material to create the knurled texture. Applications Knurl cutting is ideal for materials that are harder and less malleable, such as stainless steel and hardened alloys. It is commonly employed in high-production environments where speed and efficiency are crucial. Advantages
Disadvantages
Cutting Type Knurling tools create a knurling pattern by material removal. The Cutting Knurling Process is performed when the knurling tool holds the knurling wheel with a lead angle that creates a sharp cutting edge. The Knurl Cutting Tool is engineered to reduce the pressure exerted onto the work piece and minimize stress to the spindle of the lathe during the operation. The Cutting Style Tool is the best for knurling any material, including hard and large size work pieces as well as, for thin wall tubing. The performance of the Dorian Tool Knurl Cutting Tool is up to 20 times faster than a conventional Knurl Forming Tool. Knurl FormingProcess Knurl forming, on the other hand, is a non-cutting or deformation process. It involves pressing or rolling a knurling tool against the workpiece's surface, displacing the material to create the knurled pattern. No material is removed during this process. Tooling Knurl forming tools have a smooth surface with the desired knurling pattern engraved onto them. These tools apply pressure to the workpiece, causing the material to deform and create the knurled texture. They are typically used in specialized knurling machines. Applications Knurl forming is often used when the material being worked on is soft or easily deformable. It is suitable for materials like plastics, brass, aluminum, and mild steel. Knurl cutting is also preferred when precise control over the knurling pattern and depth is required. Advantages
Disadvantages
In summary, the choice between knurl cutting and knurl forming depends on various factors, including the material being worked on, the desired knurling pattern, and the level of precision required. Knurl cutting offers greater control and customization but may generate more waste material. Knurl forming, on the other hand, is faster and more efficient, making it suitable for high-production settings, especially with harder materials. Understanding the differences between these two methods will help manufacturers select the most appropriate technique for their specific applications, ensuring the desired knurled texture is achieved efficiently and effectively. editors note: This article covers some of the questions that have been asked as a result of of previous article we posted: KNURL CUTTING VS KNURL FORMING
1 Comment
As seen at IMTS 2022. Dorian Tool’s Jet-StreamTM Thru Coolant Cutting Tools use a patented thru-coolant locking clamp which is precisely aimed to direct high pressure, high velocity coolant exactly onto the cutting edge of the carbide insert, from a short distance of 1⁄4”. 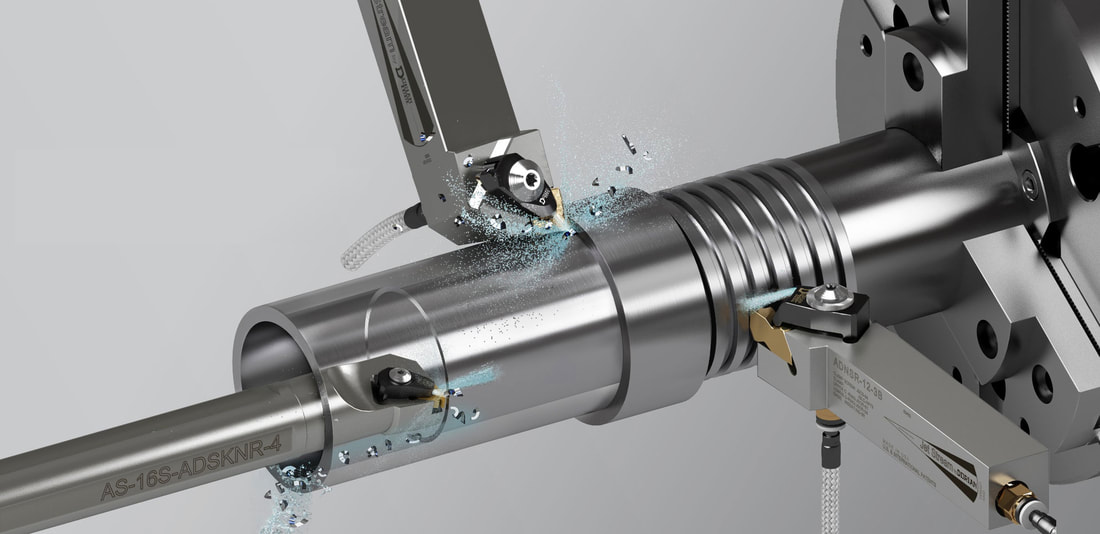 Dorian Tool Jet Stream through coolant system This controlled Jet-Stream coolant, directed onto the insert chip interface (right under the chip and over the insert cutting edge) will dissipate the generated heat very effectively as well as lubricate the cutting edge of the insert, causing the chips to hydroplane over the insert surface instead of adhering to it. As a result, the insert will operate at a constant low temperature, with a clean and undamaged cutting edge, changing the way metal is cut. Higher speeds and feeds can be achieved, with a better surface finish, tolerance control and machining performance. The insert life is extended up to 200%. IMTS Preview of Products fRom Blue Photon, Dorian, Horn USA, Mate Workholding and Techniks.9/1/2022  It's that time of year for IMTS! Here's a preview of some of the products that are going to be featured during the International Manufacturing Technology Show September 12-17. You can see all of these new products and talk to the manufacturers in the Tooling & Workholding Systems Pavilion in the West Building Level 3. Blue Photon Workholding
Dorian Tool
Horn USA, Inc.
 Supermini Set. Horn USA is featuring the Supermini tool holder system with face clamping as a set, in response to customer requests for different tooling system heights. With this holder variant, clamping is not carried out via the lateral surface of the cutting insert but via a clamping wedge on the face. This results in a greater holding force on the insert and thus high rigidity of the entire system. This increases repeatability when changing the insert and provides better utilization of the available space. This is a big time saver on Swiss-type lathes, as the user can change the cutting insert without removing the tool holder.  New carbide grades for system DAH8 - Horn USA is expanding its range of carbide grades for its DAH milling system to enable its use for machining a wider range of materials. The new grades SC6A and IG6B complement the tool system for high-feed milling. The SC6A grade is suitable for machining the ISO M material group, as well as ISO S materials as a secondary application. Horn has developed the IG6B grade for machining the ISO P group, while it is also suitable as a multipurpose grade for other material groups. Mate Workholding
Techniks Tool Group
FEATURED PRODUCTS
If you would like to learn more about any of these products or to see a demonstration, get in contact with us and we'll set up some time with you to visit your shop!
Dorian Tool has some very detailed technical information in their Solution Tool catalog to address deep hole boring. First we're going to list the fundamental rules of selecting the correct boring bar and then take a deeper dive into the fundamentals of troubleshooting. If you want more information, technical specifications and much more detailed information on troubleshooting you can download the Solution Tool catalog below.  DEEP HOLE BORING |




| Knurl Cutting is Best for:
| 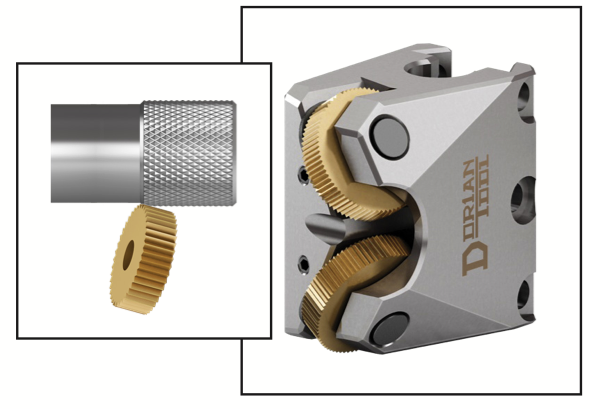 |
Forming Type Knurling tools create a knurling pattern by Material Displacement.
In Forming Knurl, the knurl wheels axis is set parallel to the work piece axis, and forced against the work piece, displacing the material to form the knurl pattern. A large amount of pressure is required to displace the material that forms the knurl pattern. When Knurl Forming, use beveled edge wheels to protect the edge from chipping which will create a smooth surface finish.
| Knurl Forming is Best for:
| 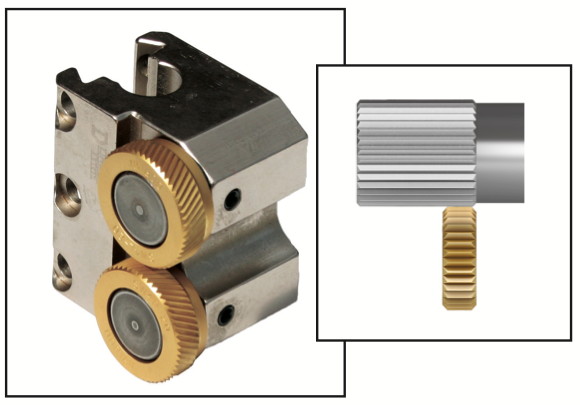 |
Double Tracking means that the knurling wheels are not tracking properly. In this situation, the knurling wheels will create a different pattern than the original design and may overlap or "double die"
There are two main causes of a knurling tool double tracking:
Dorian Tool has developed a “Knurling Calculator Spreadsheet” that can calculate all of the parameters to avoid double tracking.
If you would like to request an electronic copy send us a note in the comments section below or, for faster results, in the form you get when you click the button below. We'll quickly get a spreadsheet sent over to you!
There are two main causes of a knurling tool double tracking:
- The knurl wheel isn’t set deep enough into the workpiece. Dorian Tool recommends increasing the depth. The knurl depth should always equal 35% of the knurl pitch.
- The circumference of the work piece blank is not a multiple of the knurl pitch. To correct this, you must change the before-knurl diameter of the part or select a knurl wheel with a different pitch.
Dorian Tool has developed a “Knurling Calculator Spreadsheet” that can calculate all of the parameters to avoid double tracking.
If you would like to request an electronic copy send us a note in the comments section below or, for faster results, in the form you get when you click the button below. We'll quickly get a spreadsheet sent over to you!
Tech Tips: Dorian Tool
Installing a turret can give a real productivity boost for shops. With a CNC turret, more tools can be carried at one time.
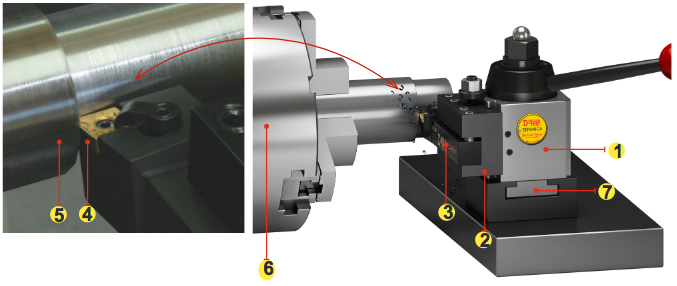
Turning Application with a Manual or CNC Toolroom Lathe 1.Quick Change Tool Post 2.Quick Change Turning and Facing Toolholder 3.Square Shank Toolholder 4.Insert 5.Workpiece 6.Chuck 7.Custom T-Nut
The lathe is one of the oldest and most versatile machine tools. Few shops can do without the processing capability offered by the CNC lathe. Long before automatic toolchangers were applied to milling machines, the lathe had a multiple-tool configuration. The tool post gave lathe users the ability to select from several mounted tools and index them as needed during a turning cycle.
Many CNC lathes are still offered with the manual tool post design. Shops can generally purchase these machines at very reasonable prices. Some shops have found a need to increase the flexibility of these lathes by adding an indexable turret in place of the manual tool post.
Many CNC lathes are still offered with the manual tool post design. Shops can generally purchase these machines at very reasonable prices. Some shops have found a need to increase the flexibility of these lathes by adding an indexable turret in place of the manual tool post.
Installing such a turret can give a real productivity boost for shops running on Colchester, Harrison, Nardini, Bridgeport, Southwest Industries and other popular combination CNC lathes. With a CNC turret, more tools can be carried at one time. Programming the turret brings the right tool into the cut at the right time automatically. No stopping the machine to index a manually operated tool post is needed so cycle times are reduced for applications that use more than one tool.
For many turning applications a manual tool post has sufficient capacity. But any shop that is looking for a through-put gain in their turning operation without a major investment in new machine tools, can benefit by considering installation of a CNC turret.
The issue is more about processing efficiency than tool capacity, says lathe accessory maker, Dorian Tool (East Bernard, Texas). A turret configuration allows the machine tool to carry tools mounted in operation sequence. Sometimes turret tool capacity is sufficient for more than one job to run without a tooling setup in between. But significant production time is saved by the ability to automatically index the tool turret as part of the lathe's part processing program.
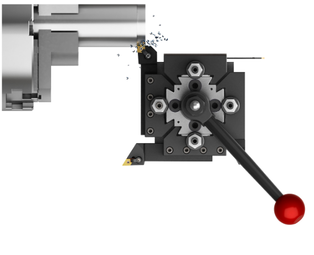
The turret offered by Dorian Tool is a bi-directional unit. Indexing therefore takes the shortest part from one tool station to another. It's operated by a three-phase 220/380 volt 50/60 hertz electric motor through an anti-backlash gear drive. Tool position is controlled by an absolute encoder which tracks actual position of the tool station. The working position of the turret can be right or left hand depending on the unit location ahead of or behind the lathe's spindle axis.
A proximity switch detects tool position and verifies turret lockup before a go signal is sent to the CNC. A three-piece Hirth-type coupling is used to hold the clamped turret radially. The turret indexes, station-to-station under one second. Fast index is achieved by not lifting the turret face. The entire indexing mechanism is housed in a Meehanite grade casting that helps damp cutting induced vibrations.
Four standard sizes of turrets are available. They are 100, 120, 160 and 200 mm respectively. Toolholding capacities of eight or 12 stations are available in ID, OD or combined tooling configurations.
Tool capacities range from 12 to 32 mm (1/2 to 1-1/4 inches). A VDI turret disk is available. Both turret disks have an integral coolant delivery system.
Simple electrical and coolant connections easily interface with the lathe. If an indexable turret is the difference between a CNC lathe and a CNC turning center, then this accessory is a cost effective way to up-grade your lathes.
For many turning applications a manual tool post has sufficient capacity. But any shop that is looking for a through-put gain in their turning operation without a major investment in new machine tools, can benefit by considering installation of a CNC turret.
The issue is more about processing efficiency than tool capacity, says lathe accessory maker, Dorian Tool (East Bernard, Texas). A turret configuration allows the machine tool to carry tools mounted in operation sequence. Sometimes turret tool capacity is sufficient for more than one job to run without a tooling setup in between. But significant production time is saved by the ability to automatically index the tool turret as part of the lathe's part processing program.
The turret offered by Dorian Tool is a bi-directional unit. Indexing therefore takes the shortest part from one tool station to another. It's operated by a three-phase 220/380 volt 50/60 hertz electric motor through an anti-backlash gear drive. Tool position is controlled by an absolute encoder which tracks actual position of the tool station. The working position of the turret can be right or left hand depending on the unit location ahead of or behind the lathe's spindle axis.
A proximity switch detects tool position and verifies turret lockup before a go signal is sent to the CNC. A three-piece Hirth-type coupling is used to hold the clamped turret radially. The turret indexes, station-to-station under one second. Fast index is achieved by not lifting the turret face. The entire indexing mechanism is housed in a Meehanite grade casting that helps damp cutting induced vibrations.
Four standard sizes of turrets are available. They are 100, 120, 160 and 200 mm respectively. Toolholding capacities of eight or 12 stations are available in ID, OD or combined tooling configurations.
Tool capacities range from 12 to 32 mm (1/2 to 1-1/4 inches). A VDI turret disk is available. Both turret disks have an integral coolant delivery system.
Simple electrical and coolant connections easily interface with the lathe. If an indexable turret is the difference between a CNC lathe and a CNC turning center, then this accessory is a cost effective way to up-grade your lathes.
Tech Tip: Dorian Tool
Double Tracking means that the knurling wheels are not tracking properly.
In this situation, the wheels will create a different pattern than what the design was originally made for. There are two main causes of this scenario:
Dorian Tool Developed a “Knurling Calculator Spreadsheet” that can calculate all of the parameters to avoid double tracking. Request an electronic copy by emailing us at: [email protected]
In this situation, the wheels will create a different pattern than what the design was originally made for. There are two main causes of this scenario:
- The knurl wheel isn’t set deep enough into the workpiece. We recommend increasing the depth. The knurl depth should always equal 35 percent of the knurl pitch
- The circumference of the work piece blank is not a multiple of the knurl pitch. To correct this, you must change the before-knurl diameter of the part or select a knurl wheel with a different pitch.
Dorian Tool Developed a “Knurling Calculator Spreadsheet” that can calculate all of the parameters to avoid double tracking. Request an electronic copy by emailing us at: [email protected]
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases.
Archive
June 2024
May 2024
April 2024
March 2024
February 2024
January 2024
December 2023
November 2023
October 2023
September 2023
August 2023
July 2023
June 2023
May 2023
April 2023
March 2023
February 2023
January 2023
December 2022
November 2022
October 2022
September 2022
August 2022
July 2022
June 2022
May 2022
April 2022
March 2022
February 2022
January 2022
December 2021
November 2021
October 2021
September 2021
August 2021
July 2021
June 2021
May 2021
April 2021
March 2021
February 2021
January 2021
December 2020
November 2020
October 2020
September 2020
August 2020
July 2020
June 2020
May 2020
April 2020
March 2020
February 2020
January 2020
December 2019
November 2019
October 2019
September 2019
August 2019
July 2019
June 2019
May 2019
April 2019
March 2019
February 2019
January 2019
December 2018
November 2018
October 2018
September 2018
August 2018
July 2018
June 2018
May 2018
April 2018
March 2018
Categories
All
52/96 Workholding
Adhesive Workholding
Aerospace Manufacturing
Allen Benjamin
ATC Alignment
Better Edge
Blue Photon
Blue Photon Grip Pallet
Boring
Broaching
Brubaker Tool
BT Holders
Carbon Fiber
Case Study
CAT Holders
Chamfering
Coatings
Collet Nut
Collets
Collets: Lathe
Composite Machining
Coolant Lines
Countersink
Dataflute
Deburring
Decatur Diamond
Definitions
Diamond CVD
Diamond PCD
Dorian Tool
Drilling
Eastec
End MIll
EZ Burr
Face Milling
Fixturing
F&L Technical Sales
Fretting
Geometry
GMN Spindle
Graphite Machining
Grooving
Guide Bushings
GWS Tool Group
Hannibal Carbide
Heimatec
Henninger
Heritage Cutter
High Speed Whirling
Hirt-Line
Hommel + Keller
Horn Supermini
Horn USA
Hydraulic Toolholder
IMTS
Inserts
JET Whirling
Knurl Cutting
Knurl Cutting
Knurl Forming
Knurling
Live Tooling
Mate Workholding
Medical Device
Medical Manufacturing
MegaFORCE
Modern Industries
ModLOC
MPower
Nexturn Swiss
North American
Parlec
Part Marking
Platinum Tooling
Practical Machinist
Pull Studs
Reamers
Recondition
Retention Knobs
REV Broaching
RMT - Rocky Mountain Twist
Screw Threads
ShrinkLOCKED
Slot Cutting
Slot Milling
SpeedLOC
Spindle Repair
Spindle Speeder
Spindle Wear
Swiss
Taps
Taps: Bottom
Taps: HSSE
Taps: Plug
Taps: Roll Form
Taps: Taper
Techniks
Techniks SPINner
Technocrats
Tech Tip
Tecnicrafts
Threadmilling
Toolholders
Troubleshooting
Turbo-Whirling
Turret
USMTO
Weldon Tool
Workholding
Zero Point
 RSS Feed
RSS Feed