IMTS Preview of Products fRom Blue Photon, Dorian, Horn USA, Mate Workholding and Techniks.9/1/2022  It's that time of year for IMTS! Here's a preview of some of the products that are going to be featured during the International Manufacturing Technology Show September 12-17. You can see all of these new products and talk to the manufacturers in the Tooling & Workholding Systems Pavilion in the West Building Level 3. Blue Photon Workholding
Dorian Tool
Horn USA, Inc.
 Supermini Set. Horn USA is featuring the Supermini tool holder system with face clamping as a set, in response to customer requests for different tooling system heights. With this holder variant, clamping is not carried out via the lateral surface of the cutting insert but via a clamping wedge on the face. This results in a greater holding force on the insert and thus high rigidity of the entire system. This increases repeatability when changing the insert and provides better utilization of the available space. This is a big time saver on Swiss-type lathes, as the user can change the cutting insert without removing the tool holder.  New carbide grades for system DAH8 - Horn USA is expanding its range of carbide grades for its DAH milling system to enable its use for machining a wider range of materials. The new grades SC6A and IG6B complement the tool system for high-feed milling. The SC6A grade is suitable for machining the ISO M material group, as well as ISO S materials as a secondary application. Horn has developed the IG6B grade for machining the ISO P group, while it is also suitable as a multipurpose grade for other material groups. Mate Workholding
Techniks Tool Group
FEATURED PRODUCTS
If you would like to learn more about any of these products or to see a demonstration, get in contact with us and we'll set up some time with you to visit your shop!
0 Comments
Blue Photon’s Grip Pallets are designed for quick change and adhesive workholding of complex and hard-to-hold parts for EDM, grinding, inspection, laser and milling operations Edited by JENNY RUSH, Senior Managing Editor, Modern Machine Shop Blue Photon has added five Grip Pallets and three new inserts for 52- and 96-mm quick-change receiver systems. The addition enables more applications using existing fixturing systems in machining centers. Blue Photon Grip Pallets are designed to simplify how parts are loaded, reduce scrap and increase spindle uptime.
Blue Photon’s grippers are inserted into new external inserts, designed specifically for the Grip Pallets. The external inserts are available for use with small, medium and large grippers. The new inserts allow for simple installation of the grippers at the required height for maximum holding power.
The 150-mm square pallet is available in aluminum and steel with a 52-mm pattern for a quick change receiver that will hold up to nine grippers. The 225-mm square pallet is available in aluminum and steel with a 96-mm pattern for a quick change receiver that will hold up to 21 grippers. The 300-mm square pallet is available in aluminum with a 96-mm pattern for a quick change receiver that will hold up to 33 grippers. Each Grip Pallet includes two handles with multiple color choices and four spacers, with a 25.4-mm standoff that allows for the recommended nominal of 1-mm joint thickness between gripper and part. Optional clamp studs are available for both 52 mm and 96 mm patterns for 5th axis, Jergens, Lang and Mate systems. Part can be removed with a ¼ turn twist of the gripper or hot-water soak. Residual adhesive is removed by using a handheld steamer or a hot-water soak and a light peeling action. FOR IMMEDIATE RELEASE  NEW ENGLAND - F&L Technical Sales as been appointed manufacturing agents for Modern Industries' mPower workholding product line in the New England territory. Modern Industries is a leading innovator of workholding and fixturing components, focusing on the development of more efficient, faster, and lower operating cost methods for a wide range of machining and manufacturing applications. The mPower™ line of products is designed to increase productivity while reducing costs in CNC Milling Machines. These products include their SpeedLoc precision locating and mounting system, the ModLoc modular tooling columns and plates, and a line of heavy duty work supports. As a manufacturing operation that faces global competition, they fully understand that the need work to faster, smarter and at a lower cost is the key to either success of failure in today’s competitive marketplace. Take a look at this product overview video! If you would like to learn more about this please get in touch with us and we can set up a demonstration!
This article is about Blue Photon Technology and Workholding Systems LLC and how Post Processing; 3D printing presents challenges in workholding for finish machining. Written by Mark Kirby AM Business Manager, Renishaw Canada Metal 3D printing can enable rapid, low cost iterations of new medical devices, since no tooling costs are involved. All devices need testing to uncover problems and develop solutions—allowing the product shape to change “for free” is a powerful advantage with Additive Manufacturing (AM). Other benefits flowing from AM besides enabling more complex geometry are improved accuracy with no component tolerance stack up, and a simplified supply chain with reduced part count.
3D Printed WorkholdingPlastic printed jaws are often a good first option, as they are cheap to manufacture—typically in just a few hours on a desktop printer, and can conform to complex geometries (although the design of the jaws can be more time consuming than a simple Boolean subtraction of the component from the plastic). When the design changes after product testing it is easy to print a new set of jaws. The main disadvantage of plastic jaws is that they will often distort the component as they are tightened. Although the jaws hold the part rigidly for machining, when the component is released from the fixture any machined bores may no longer be perfectly round, and true positions of features will have moved slightly as the component relaxes back into its unloaded shape.
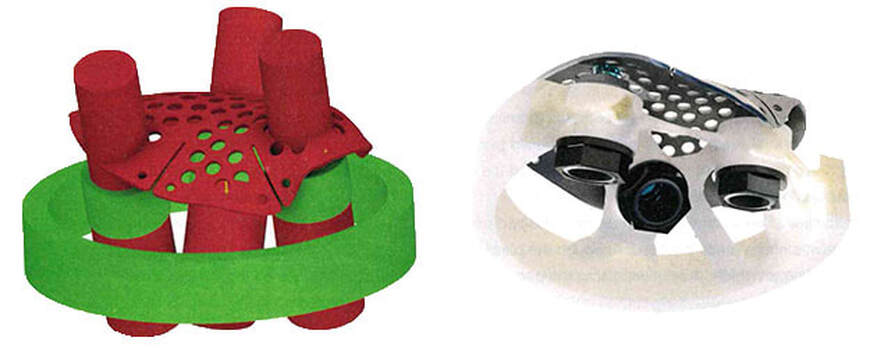
The tracker body was monolithically printed in titanium alloy Ti6-4, stress relieved and then cut from the build plate ready for finish machining of the kinematic mount and the four posts that hold the optical reflector globes. A plastic set of jaws was designed to clamp the part while leaving the machining areas exposed. Although the plastic jaws clamp the part rigidly, they never clamp the part repeatably, so the exact position of the part must be found using a machine probe and best fitting software such as NC-PerfectPart, from Metrology Software Products Ltd. (MSP). Originally developed for machining of high value aerospace and Formula 1 composite structures, this software is perfectly suited to the challenge of precisely locating an organic-shaped AM part with no obvious datum features. Points are selected on the component in the CAD environment and the deviations from nominal positions are measured by the probe on the CNC machine. The NC-PerfectPart software then creates a best fit alignment that is a 6-axis coordinate transformation—both translation and rotation. This coordinate shift is automatically recalled into the machine controller before CNC programs are executed.
Problems and SolutionsUnfortunately, the hip tracker component flexed imperceptibly when the plastic jaws were clamped, resulting in true position errors greater than 0.3mm on the machined posts. While the component had been optimized for handling loads during surgery, it had not been designed to resist machining forces. In order to machine the part accurately it was essential not to bend it with mechanical clamping, but at the same time it was equally important to add rigidity. The solution was to use Blue Photon’s UV activated adhesive and grippers. By gluing the part onto four gripper posts (that transmit UV light to cure the glue in approximately 90 seconds) the hip tracker was held firmly but still in the free state. An aluminum block was machined to hold the four gripper posts in the correct positions for the tracker body. Initial machining was successful on the three posts directly bonded to the grippers, but one post was cantilevered above the gripper and vibrated during machining. A plastic support block was printed to hold this post and eliminated this problem. By cradling the part, the support block also allowed for more accurate positioning of the tracker prior to the glue being cured. The glue thickness is optimally around 1mm, and after machining the part and fixture can be separated by simply immersing the assembly in near boiling water for a few minutes, and then peeling apart. The only disadvantage of using the glue grippers appeared to be the extra work to design and machine the gripper fixture. However, on a subsequent project for an industrial impeller Renishaw used plastic printing to produce the gripper fixture instead of machining. This proved that the manufacture of a robust, custom workholding solution can be reduced to an overnight desktop print. Refining the Procedure: |





| Sometimes, the trickiest aspect of developing an effective machining process is figuring out how best to fixture the part. This can be especially challenging for castings and other workpieces that are relatively thin, because those parts are prone to flexing when conventional mechanical clamps (and even vacuum chucks in some cases) are used. |  |
Operators must take care not to distort such parts while tightening clamps, otherwise the parts will spring back to their natural state once the clamps are removed after machining.
Vibration can also be an issue for parts like these if they aren’t rigidly fixtured, meaning a quality surface finish might be tough to achieve and cutting parameters might have to be dialed back, extending cycle times. Finding a way to effectively fixture complex, contoured parts can be just as difficult.
Ray Bray says Precision Grinding and Manufacturing (PGM) fought these problems in the past. Mr. Bray is a project engineer for the Rochester, New York, contract shop that specializes in complex, short-run, often repeating work for industries including aerospace, automotive, medical, military, optics, photonics and telecommunications.
Bray says PGM has employed a variety of unconventional methods to more effectively secure relatively thin workpieces for machining over the years, going so far as to use clay, lead and sandbags to supplement conventional mechanical clamps in an effort to minimize vibration.
You won’t find those types of workholding workarounds being applied there today. Instead, the shop uses an advanced, albeit atypical technology that is particularly effective for fixturing flexible parts.
In short, this technology uses adhesive to temporarily bond a workpiece to numerous cylindrical grippers installed in a fixture plate. Once the adhesive is cured via ultraviolet (UV) light, the workpiece is securely held at a known datum location in an undistorted, freestate condition.
After machining, the adhesive bonds between the grippers and workpiece are easily broken and any excess adhesive is removed from the completed part via a quick, steamcleaning wash.
Vibration can also be an issue for parts like these if they aren’t rigidly fixtured, meaning a quality surface finish might be tough to achieve and cutting parameters might have to be dialed back, extending cycle times. Finding a way to effectively fixture complex, contoured parts can be just as difficult.
Ray Bray says Precision Grinding and Manufacturing (PGM) fought these problems in the past. Mr. Bray is a project engineer for the Rochester, New York, contract shop that specializes in complex, short-run, often repeating work for industries including aerospace, automotive, medical, military, optics, photonics and telecommunications.
Bray says PGM has employed a variety of unconventional methods to more effectively secure relatively thin workpieces for machining over the years, going so far as to use clay, lead and sandbags to supplement conventional mechanical clamps in an effort to minimize vibration.
You won’t find those types of workholding workarounds being applied there today. Instead, the shop uses an advanced, albeit atypical technology that is particularly effective for fixturing flexible parts.
In short, this technology uses adhesive to temporarily bond a workpiece to numerous cylindrical grippers installed in a fixture plate. Once the adhesive is cured via ultraviolet (UV) light, the workpiece is securely held at a known datum location in an undistorted, freestate condition.
After machining, the adhesive bonds between the grippers and workpiece are easily broken and any excess adhesive is removed from the completed part via a quick, steamcleaning wash.
"A workholding solution that uses adhesive cured by ultraviolet light enables PGM to accurately fixture thin parts such as this magnesium casting without causing them to flex, which can happen when conventional mechanical clamps are used."
Mr. Bray says that while this workholding technique isn’t appropriate for every job that runs through the shop, it has opened opportunities to win work that, in the past, PGM might not have considered bidding on due to the inherent fixturing challenges. It has also enabled PGM to improve existing fixtures the shop uses for jobs that regularly repeat.
Flex-Free Fixturing
William Hockenberger established PGM in 1967. The shop is now led by his son Mike, who is president and CEO. Business has been good over the years, and PGM has recently completed a 20,000-square-foot facility addition, bringing total floor space to 68,000 square feet.
PGM has a wealth of CNC equipment, including machining centers, turning centers and grinding machines. Milling represents the bulk of the work performed there today, for which the shop uses VMCs with four- and five-axis capability as well as HMCs with pallet pools.
William Hockenberger’s son Todd, PGM’s coporate vice president, explains that because a good portion of that milling work involves thin and complex workpieces, the shop has continuously looked for more effective ways to secure those types of parts for machining.
A few years ago, PGM learned about photo-activated adhesive workholding (PAAW) technology that was developed at Penn State University, which looked to be well-suited for such troublesome parts. PAAW technology was invented by Professor Edward De Meter, who was awarded two patents covering it. In 2012, Professor De Meter and others formed Blue Photon Technology and Workholding Systems LLC to market the technology to industry end users.
PGM has a wealth of CNC equipment, including machining centers, turning centers and grinding machines. Milling represents the bulk of the work performed there today, for which the shop uses VMCs with four- and five-axis capability as well as HMCs with pallet pools.
William Hockenberger’s son Todd, PGM’s coporate vice president, explains that because a good portion of that milling work involves thin and complex workpieces, the shop has continuously looked for more effective ways to secure those types of parts for machining.
A few years ago, PGM learned about photo-activated adhesive workholding (PAAW) technology that was developed at Penn State University, which looked to be well-suited for such troublesome parts. PAAW technology was invented by Professor Edward De Meter, who was awarded two patents covering it. In 2012, Professor De Meter and others formed Blue Photon Technology and Workholding Systems LLC to market the technology to industry end users.
| The PAAW workholding technology is effective not only for parts that are prone to flexing when conventional mechanical clamps are used, but also for contoured parts and parts that don’t have convenient locations to accommodate clamps. Its primary components include a 200- watt UV light source with a light guide, a specially developed workholding adhesive and grippers that act as lenses through which the UV light passes to cure the adhesive and bond the part to the fixture. |  Here is a typical fixture design that incorporates the photo-activated adhesive workholding (PAAW) system. It includes three hard datum points to locate the part in space. In this case, a PAAW gripper is used at each of those datum point locations, and a total of nine grippers (circled in the image) are used to secure this part for machining. |
Mr. Bray says the fixture design process using the PAAW system is similar to other more conventional fixtures. In many cases, the shop will create a fixture plate with three hard datum points for a part to rest upon so its location is known in space. (Temporary pins can be used to ensure that the part is installed correctly on the fixture plate.)
PAAW grippers are positioned at various locations, and oftentimes a gripper is used at each hard datum point. The number of grippers used largely depends on the size of the part and its geometry. The threaded grippers install in the top of the fixture plate and require a through-hole to enable the UV light to pass up and through the gripper to cure the adhesive.
PAAW grippers are positioned at various locations, and oftentimes a gripper is used at each hard datum point. The number of grippers used largely depends on the size of the part and its geometry. The threaded grippers install in the top of the fixture plate and require a through-hole to enable the UV light to pass up and through the gripper to cure the adhesive.
The photos below show the process for fixturing and removing a workpiece using the PAAW system:
- Add adhesive onto pins and install workpiece.
- Insert UV light guide into grippers at the three datum hard points and cure adhesive, which typically takes 30 seconds for each gripper.
- Rotate the table to enable easier access to other grippers and cure adhesive at the remaining locations.
- After machining, use a wrench to turn grippers and break the adhesive bonds between the grippers and workpiece. The workpiece can then be removed. A subsequent steam-cleaning wash might be necessary to remove any cured adhesive remaining on the part, and adhesive might also have to be removed from the tip of the grippers using a metal scale or straightedge.

The photos above demonstrate the process for fixturing and removing a magnesium casting that PGM machines on a four-axis VMC using the PAAW system. With the fixture plate installed on the machine’s rotary table, operator Alan Jedik dabs the top of each pin with a bit of adhesive. He then installs the casting onto the fixture, which rests on the three hard datum points, and inserts the UV light source’s light guide into each of the three grippers located at those datum points. It typically takes 30 seconds for the UV light to cure the adhesive on each gripper. Mr. Jedik rotates the fixture for easier access to the remaining six grippers and cures the adhesive at each of those points. The part program can begin once the table is rotated back to its proper position.
After machining is completed, a T-handle wrench is used to back off each gripper, twisting the element and shearing the adhesive bond with the workpiece. The workpiece can then be taken off the fixture and a subsequent cleaning operation using a portable steam cleaning device is used to remove any cured adhesive that remains on the workpiece. Adhesive must also be scraped off of the tip of each gripper using a metal scale or straightedge before a subsequent workpiece can be fixtured for machining.
The gaps between the workpiece and grippers (thus, the thickness of the adhesive) can range from 0.010 to 0.125 inch depending on the flatness of the part. The uncured adhesive, which is non-toxic, is sufficiently viscous that it won’t run off grippers regardless of orientation. Axial holding force depends on gripper size and can range from 250 to 800 pounds when using Blue Photon’s BlueGrip S1 adhesive.
Grippers are made from hardened, corrosion-resistant stainless steel and have a black oxide finish. For repeat jobs, PGM will commonly leave the fixtures intact with the grippers still installed and store them for later use. Otherwise, the grippers can be removed and installed in other fixtures created for new jobs. The latter is most often the case for PGM, because new work continuously flows through the shop.
After machining is completed, a T-handle wrench is used to back off each gripper, twisting the element and shearing the adhesive bond with the workpiece. The workpiece can then be taken off the fixture and a subsequent cleaning operation using a portable steam cleaning device is used to remove any cured adhesive that remains on the workpiece. Adhesive must also be scraped off of the tip of each gripper using a metal scale or straightedge before a subsequent workpiece can be fixtured for machining.
The gaps between the workpiece and grippers (thus, the thickness of the adhesive) can range from 0.010 to 0.125 inch depending on the flatness of the part. The uncured adhesive, which is non-toxic, is sufficiently viscous that it won’t run off grippers regardless of orientation. Axial holding force depends on gripper size and can range from 250 to 800 pounds when using Blue Photon’s BlueGrip S1 adhesive.
Grippers are made from hardened, corrosion-resistant stainless steel and have a black oxide finish. For repeat jobs, PGM will commonly leave the fixtures intact with the grippers still installed and store them for later use. Otherwise, the grippers can be removed and installed in other fixtures created for new jobs. The latter is most often the case for PGM, because new work continuously flows through the shop.
Another Example
PGM has found that the PAAW system can be used in conjunction with conventional clamps, too, as evidenced with the part shown above for the printing industry. The shop had fixtured this long, relatively skinny part using only mechanical clamps on a tombstone for op. 10 and op. 20 work on one of its pallet-pool HMCs.
However, it was challenging and time-consuming for operators to mechanically secure either end of the part without causing it to twist about its longitudinal axis.
However, it was challenging and time-consuming for operators to mechanically secure either end of the part without causing it to twist about its longitudinal axis.

This long, thin part, which is machined on one of the shop’s pallet-pool HMCs, is secured via conventional mechanical clamps and PAAW grippers. Mechanical clamps were previously used on either end of the fixture, but they tended to cause the part to twist as the clamps were tightened. These were replaced with the grippers, which eliminated the twist issue. For this part, an op. 20 milling operation removes any adhesive that might remain after the op. 10 fixturing, as shown in the photo on the right.
Rather than completely revamping the original fixture, Mr. Bray retained the mechanical clamping elements for the middle section of the part, but added two PAAW grippers to either end of the fixture.
Operators clamp the middle section of the part as they always have, but use the PAAW system to secure the ends of the part so these ends remain in a free state and there’s no chance of causing the part to twist.
After op. 10 work, the part is flipped and refixtured, and an op. 20 milling operation removes whatever cured adhesive remains from the op. 10 fixturing. Therefore, it’s only necessary to steam clean adhesive left behind from the op. 20 fixturing in this case.
Operators clamp the middle section of the part as they always have, but use the PAAW system to secure the ends of the part so these ends remain in a free state and there’s no chance of causing the part to twist.
After op. 10 work, the part is flipped and refixtured, and an op. 20 milling operation removes whatever cured adhesive remains from the op. 10 fixturing. Therefore, it’s only necessary to steam clean adhesive left behind from the op. 20 fixturing in this case.
Gaining Popularity
Thus far, PGM has used the PAAW system for a couple dozen jobs in materials including aluminum, magnesium and stainless steel. Blue Photon says the PAAW system can also be used with composites and ceramics. The shop currently has three portable UV light source units that can easily be transported to machines throughout the shop.
The system will be used to a greater extent for production as well as toolroom work and CMM part inspection as PGM gains more experience with it and experiments with BlueGrip adhesives. Todd Hockenberger says it sometimes serves as a selling point for customers that are either having problems with other part vendors or readily recognize how tough their new design will be to fixture.
The shop has a good chance at winning those types of jobs once the customers understand how the system can be applied to their applications. In addition, it can help shorten product design cycles because fixture design is no longer the challenge it once was when mechanical clamps seemingly were the only option.
"This is big," Mr. Hockenberger says, "because PGM tries to get involved as early as possible in each customer’s new product design cycle to offer design for manufacturability (DFM) advice to minimize production time and cost, and get the product to the market faster."
The system will be used to a greater extent for production as well as toolroom work and CMM part inspection as PGM gains more experience with it and experiments with BlueGrip adhesives. Todd Hockenberger says it sometimes serves as a selling point for customers that are either having problems with other part vendors or readily recognize how tough their new design will be to fixture.
The shop has a good chance at winning those types of jobs once the customers understand how the system can be applied to their applications. In addition, it can help shorten product design cycles because fixture design is no longer the challenge it once was when mechanical clamps seemingly were the only option.
"This is big," Mr. Hockenberger says, "because PGM tries to get involved as early as possible in each customer’s new product design cycle to offer design for manufacturability (DFM) advice to minimize production time and cost, and get the product to the market faster."
Precision Grinding and Manufacturing: call 585-458-4300 or visit pgmcorp.com.
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases.
Archive
June 2024
May 2024
April 2024
March 2024
February 2024
January 2024
December 2023
November 2023
October 2023
September 2023
August 2023
July 2023
June 2023
May 2023
April 2023
March 2023
February 2023
January 2023
December 2022
November 2022
October 2022
September 2022
August 2022
July 2022
June 2022
May 2022
April 2022
March 2022
February 2022
January 2022
December 2021
November 2021
October 2021
September 2021
August 2021
July 2021
June 2021
May 2021
April 2021
March 2021
February 2021
January 2021
December 2020
November 2020
October 2020
September 2020
August 2020
July 2020
June 2020
May 2020
April 2020
March 2020
February 2020
January 2020
December 2019
November 2019
October 2019
September 2019
August 2019
July 2019
June 2019
May 2019
April 2019
March 2019
February 2019
January 2019
December 2018
November 2018
October 2018
September 2018
August 2018
July 2018
June 2018
May 2018
April 2018
March 2018
Categories
All
52/96 Workholding
Adhesive Workholding
Aerospace Manufacturing
Allen Benjamin
ATC Alignment
Better Edge
Blue Photon
Blue Photon Grip Pallet
Boring
Broaching
Brubaker Tool
BT Holders
Carbon Fiber
Case Study
CAT Holders
Chamfering
Coatings
Collet Nut
Collets
Collets: Lathe
Composite Machining
Coolant Lines
Countersink
Dataflute
Deburring
Decatur Diamond
Definitions
Diamond CVD
Diamond PCD
Dorian Tool
Drilling
Eastec
End MIll
EZ Burr
Face Milling
Fixturing
F&L Technical Sales
Fretting
Geometry
GMN Spindle
Graphite Machining
Grooving
Guide Bushings
GWS Tool Group
Hannibal Carbide
Heimatec
Henninger
Heritage Cutter
High Speed Whirling
Hirt-Line
Hommel + Keller
Horn Supermini
Horn USA
Hydraulic Toolholder
IMTS
Inserts
JET Whirling
Knurl Cutting
Knurl Cutting
Knurl Forming
Knurling
Live Tooling
Mate Workholding
Medical Device
Medical Manufacturing
MegaFORCE
Modern Industries
ModLOC
MPower
Nexturn Swiss
North American
Parlec
Part Marking
Platinum Tooling
Practical Machinist
Pull Studs
Reamers
Recondition
Retention Knobs
REV Broaching
RMT - Rocky Mountain Twist
Screw Threads
ShrinkLOCKED
Slot Cutting
Slot Milling
SpeedLOC
Spindle Repair
Spindle Speeder
Spindle Wear
Swiss
Taps
Taps: Bottom
Taps: HSSE
Taps: Plug
Taps: Roll Form
Taps: Taper
Techniks
Techniks SPINner
Technocrats
Tech Tip
Tecnicrafts
Threadmilling
Toolholders
Troubleshooting
Turbo-Whirling
Turret
USMTO
Weldon Tool
Workholding
Zero Point
 RSS Feed
RSS Feed