|
At EMO 2023 in Hannover Germany, Horn presented an innovative extension for the Supermini system in the field of ultra-fine machining.  Horn has added a variant with a precision-ground rake face to the Supermini system especially for ultra-fine machining of bores. As a result of precision grinding of the cutting edge, it is free from notches when magnified approximately 200 times. The tool system can be used from an inside diameter of 0.3 mm (0.012"). The sharp insert geometry enables process reliability even with very small infeed and cutting feed rates. The specially developed coating is suitable for stainless steels, non-ferrous metals and other metallic materials. The insert of the Supermini Type 105 system requires only one tool holder for well over 1,000 insert variants. This applies equally to left-hand and right-hand versions. The carbide inserts are available in coated and uncoated versions in different grades for every application including hard machining up to 66 HRC. The patented droplet shape of the cross-section has a vibration-damping effect and delivers excellent repeatability when changing the insert. Internal coolant supply to the insert increases tool life, enhances cutting performance and improves chip removal. Horn offers the tools with elements for face clamping. This allows, for example, the insert to be changed easily without having to remove the holder from the machine. History Horn Supermini In 1989, HORN launched the technically superior Supermini system at EMO in Hannover, Germany. After considerable technical development, it was possible to successfully manufacture precision internal grooving tools for bores down to 5 mm (0.197") in diameter. The Supermini system was born and over time became one of Horn's most successful products. In addition, the Supermini system was the first precision tool to benefit from Horn's own in-house coatings.  Supermini Set
The Supermini is available as a set. The set consists of a round shank holder and three different clamping elements. The latter are suitable for the three different insert heights of the Supermini system, 03, 04 and 05. You can select the desired diameter of the round shank holder when ordering. Horn offers it in the diameters 10 mm, 12 mm, 16 mm, 20 mm, 22 mm, 25 mm and 28 mm. Inch dimensions are available in 1/2", 5/8", 3/4" and 1" diameters. All sets are available from stock.
0 Comments
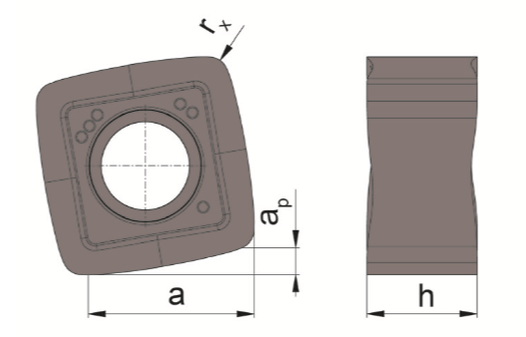
 Paul Horn GmbH is expanding the range of carbide grades for the DAH milling system to enable its use for machining a wider range of materials. The new grades SC6A and IG6B complement the tool system for high feed milling. The expansion gives customers the opportunity to choose grades best adapted to their machining applications. The SC6A grade is suitable for machining the ISO M material group, as well as ISO S materials as a secondary application. Horn has developed the IG6B grade for machining the ISO P group, while it is also suitable as a multi-purpose grade for other material groups. With the DAH82 and DAH84 systems, Horn introduces a new generation of tools for high feed milling. The eight usable cutting edges of the precision-sintered insert offer a competitive price per cutting edge and hence economical and efficient machining. The positive cutting edge geometry ensures a soft and quiet cut as well as good chip flow despite the negative mounting position. Horn offers the inserts in the substrates SA4B, SC6A and IG6B, which are suitable for universal use machining various materials. The large radius of the main cutting edge of the insert produces a soft cut, ensures an even distribution of cutting forces and thus ensures long tool life. The maximum cutting depth is ap = 1.0 mm (DAH82) and ap = 1.5 mm (DAH84). The DAH82 variant is available as an end mill and as a screw-in milling cutter in the following diameters (z denotes the number of inserts):
For diameters in excess of 50 mm, the larger DAH84 system is used. The variants are available only as arbour milling cutters in the following diameters:
All tool bodies receive a special surface treatment of high strength and hardness, imparting long-term protection against abrasive wear from chips. "z" denotes the number of inserts.
Change the Cutting Insert without Removing the Toolholder with the New SuperMini from Horn USA2/15/2023 Horn USA has introduced its proven Supermini tool holder system with face clamping as a set, thereby responding to customer requests for different tooling system heights.  As a result of the design of the Supermini, clamping is not carried out via the lateral surface of the cutting insert but via a clamping wedge on the face. This results in a greater holding force on the insert and thus high rigidity of the entire system.
IMTS Preview of Products fRom Blue Photon, Dorian, Horn USA, Mate Workholding and Techniks.9/1/2022  It's that time of year for IMTS! Here's a preview of some of the products that are going to be featured during the International Manufacturing Technology Show September 12-17. You can see all of these new products and talk to the manufacturers in the Tooling & Workholding Systems Pavilion in the West Building Level 3. Blue Photon Workholding
Dorian Tool
Horn USA, Inc.
 Supermini Set. Horn USA is featuring the Supermini tool holder system with face clamping as a set, in response to customer requests for different tooling system heights. With this holder variant, clamping is not carried out via the lateral surface of the cutting insert but via a clamping wedge on the face. This results in a greater holding force on the insert and thus high rigidity of the entire system. This increases repeatability when changing the insert and provides better utilization of the available space. This is a big time saver on Swiss-type lathes, as the user can change the cutting insert without removing the tool holder.  New carbide grades for system DAH8 - Horn USA is expanding its range of carbide grades for its DAH milling system to enable its use for machining a wider range of materials. The new grades SC6A and IG6B complement the tool system for high-feed milling. The SC6A grade is suitable for machining the ISO M material group, as well as ISO S materials as a secondary application. Horn has developed the IG6B grade for machining the ISO P group, while it is also suitable as a multipurpose grade for other material groups. Mate Workholding
Techniks Tool Group
FEATURED PRODUCTS
If you would like to learn more about any of these products or to see a demonstration, get in contact with us and we'll set up some time with you to visit your shop!
Horn USA has introduced the new DR-Large modular reaming system for use in the machining of large bores. 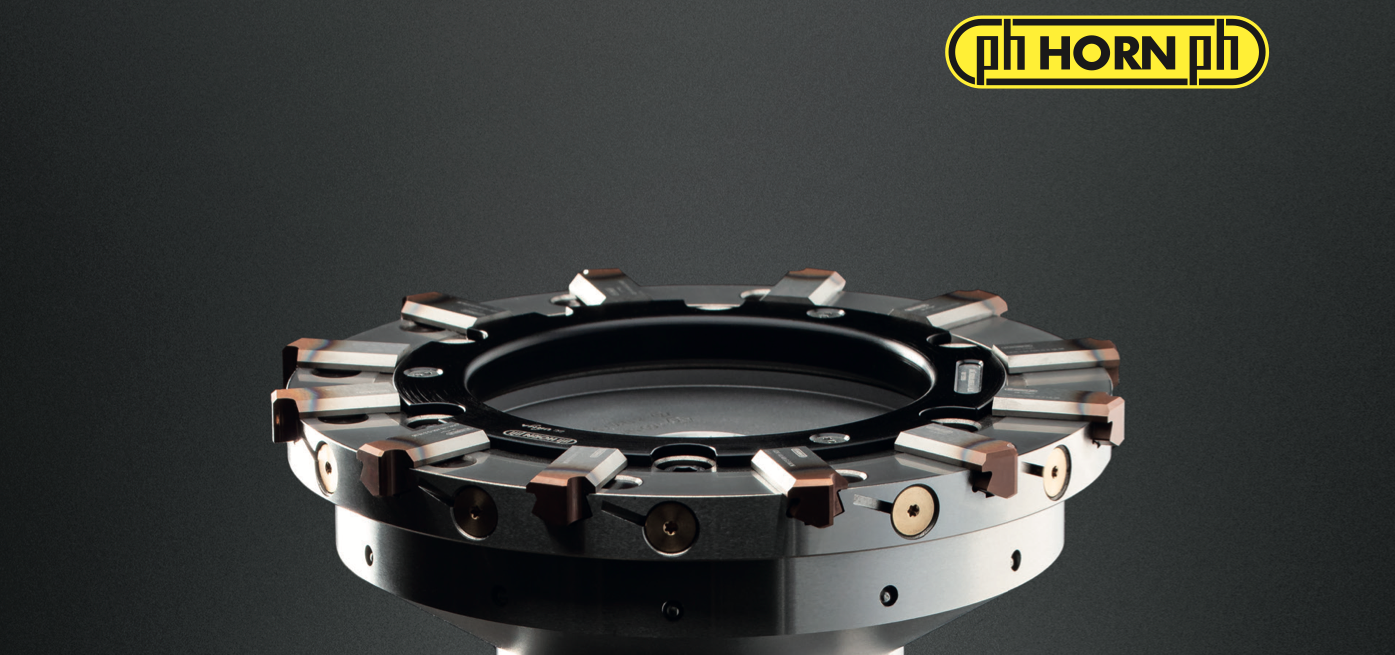 Horn USA REAMING SYSTEM DR large Modular reaming for bore diameters up to 200 mm The latest DR tool offers easy handling and high-precision thanks to the proven technology of the DR system. The large number of cutting edges and high feed rates reduce cycle time and machining costs. Modular construction and solid carbide inserts offer the user exceptional flexibility. Tool setting is not necessary when exchanging the cutter’s head as HORN offers reconditioning service for the DR-Large system. The versatile and powerful interchangeable high-feed reamer is perfectly suited for finishing large bores from Ø140 mm (5.512”) to Ø200.2 mm (7.881”). The modular construction of the reaming tools can be extended to any length with beta module standard components. The beta module interface is ABS-compatible. HORN offers six types of cutter heads to cover the entire range of diameters in 10 mm (.394”) increments. All cutter heads are manufactured with internal through coolant to each cutting edge. The custom insert interface offers extreme precision and insert interchangeability within microns. High-precision, high-feed reaming is a very economical machining process compared to the boring of tight tolerance holes. The motivation behind DR-Large is the customer demand to replace large diameter tools with inserts brazed into a fixed position and tools that are diameter specific. The fixed tools require delicate handling, are often heavy, require skilled users, and present logistical challenges when replacing worn tools. HORN offers a perfect solution with the DR-Large pre-calibrated exchangeable reaming head. Horn USA recently expanded its circular milling system 304 with new thread milling inserts to perform in diameters of 8 mm (.315”). 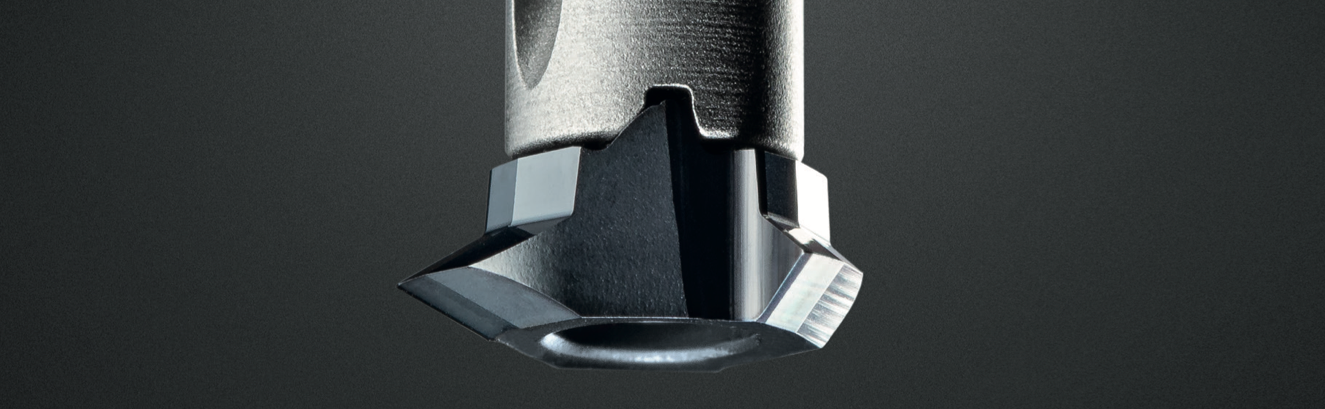 THREAD MILLING SYSTEM 304 for small threads from 9 mm diameter. The precision tools are available as partial and full-profile versions for the production of threads by helical interpolation. Triple-edged inserts in the 304 system already exist for groove milling, finish boring, and chamfering. The new threading inserts spin on diameter 7.7 mm (.303”). Vibration dampening carbide shanks with integral through coolant ports make the system versatile and easy to use. The HORN circular milling system offers users a host of process advantages. It is fast, reliable, and produces good surface finishes. During the machining process, the tool plunges into the material either at an angle or almost horizontally and is then driven on a helical path. Threads can be manufactured at a highly reproduceable level of consistent quality. Circular interpolation has a wide range of applications and can be more economical when strategically applied when machining steel, special steels, titanium, and alloys. HORN’s circular milling tools are engineered for precision machining of grooves, threads, t-slots, profile milling and other circular interpolation processes. HORN’s new high performance coatings IG6 and SG3 are a testaments to engineering expertise in tool manufacturing.  Horn USA Carbide Grade IG6: More performance in the machining of steel and stainless steels. The new coatings are less than 0.005 mm (.0002”) thick and an essential part of modern tool technology. Testing has shown that the new tool coatings extend the service life of carbide tools by over one-thousand percent. IG6 is a copper colored aluminum-titanium-silica nitride (AlSiTiN) coating designed for use in machining materials P and M with grooving inserts type S224 and S229. In conjunction with the carbide substrate, the coating allows for faster material removal rates and significantly extended wear resistance in machining materials P and M. Standard inserts are available from stock.  Horn USA Carbide Grade SG3. The choice for machining hardened steel and difficult-to-machine materials. SG3 is designed for use in titanium and super-alloys as well as turning and grooving applications in hardened materials, up to 58 HRC. The coating can be function in temperatures up to 1,100 degrees Celsus (2,012 degrees Fahrenheit). HORN designed this coating to deliver outstanding performance with materials that are difficult to machine. The advantage of the tool coating have been proven on selected tool systems from HORN. The Supermini® system 105 with SG3 coating is available from stock. In both cases, the IG6 and SG3 coatings are applied in-house, allowing for reduced delivery time. HORN has developed a high level of expertise in coating precision tools since it began in-house coating processes. From five employees in the beginning to more than fifty employees, the aim has always been to create and invest in modern coating technologies for precision cutting tools.
The HORN team was the first in the world to take delivery of HiPIMS systems from CemeCon. The opportunities to develop hard and tough coating with a homogeneous structure has provided this team the flexibility to create advancements that benefit customers who demand precision tools in demanding applications.  Paul Horn GmbH is responding to the requirements of users with their product line expansion to the tool range for slot milling and slot cutting, . Horn now offers the cutter body of the M310 milling system with an internal coolant supply. This increases the service life of the indexable inserts and therefore reduces tool costs. The internal coolant supply also allows a higher level of precision when slot milling as no heat is transferred from the cutting zone into the component. What’s more, the flushing action of the coolant, combined with the geometry of the cutting edges, prevents chip jamming in deep grooves. Horn offers two types of milling and slotting cutter. The screw-in milling cutter is available in diameters from 50 mm (1.969") to 63 mm (2.480") with widths from 3 mm (0.118") to 5 mm (0.197"). As an arbour milling cutter, the main bodies are available with diameters from 63 mm (2.480") to 160 mm (6.300"). The widths are also between 3 mm (0.118") and 5 mm (0.197"). The three-edged S310 carbide inserts are bolted on the left and right of the main body and therefore ensure a good distribution of the cutting forces. In addition to further geometries for processing different materials, Horn is introducing inserts with a geometry for milling aluminium alloys. As well as expanding the M310 system, Horn is rounding off the range of the M101 and M383 milling systems. For the M101 tool, S101 inserts are available from stock with a width of 2.5 mm (0.098"). What’s more, new inserts with an 8-degree lead angle are available especially for slot cutting. For the 383 system, HORN is expanding the range of bodies with diameters of 125 mm (4.921") and 160 mm (6.300"). In February of last year we posted Horn USA's Construction Cam. If you check it now, you'll see the new USA Headquarters.  As a company of the international Horn Group, Horn USA has found its greatest successes by mimicking the positive examples of its parent company. Just as Paul Horn GmbH has increased its manufacturing capacity for faster delivery and to better meet its customers’ requirements, Horn USA has also kept its finger on the pulse of customer needs while looking towards expansion In September 2020, all of the company’s production capabilities were relocated to a new facility 0.5 miles from the original office suite. Interestingly, this substantial expansion has been on the company’s radar for many years.
In 2002, a new management team was established. One of the goals the team set during its first few months was to find a permanent location for Horn USA. Large buildings in the light industrial zone are not commonplace in the immediate area of Horn USA, so it took a while to find the ideal opportunity. Finally, in 2016, 10.76 acres with a 101,000-square-foot light industrial building became available. In typical Horn fashion, advantages and disadvantages were analyzed and finally one came together to the conclusion that this real estate among other things because of its proximity to the existing plant, provided the ideal solution to the next stage of expansion. In the third quarter of 2019, construction began to bring the facility to the standards expected of Horn. In total, this meant an investment volume in buildings, conversion and technical equipment of approx. 29,000,000 dollar (approx. 25,000,000 euro). Nearly 400 people in all have been involved in the 14-month construction project. The new building has a total area of 11,000 square meters and can accommodate up to 300 people. Horn USA currently employs 120 people. According to Andreas Vollmer, President Horn USA, “The new building in the USA makes a clear statement and demonstrates our commitment to the American market. Other than our home market of Germany, this is our strongest international market and has been for a long time. It is also one that holds huge potential for our solutions in the future. The new building provides us with the space we are going to need for this. We are very proud of taking this step and are convinced that it will ultimately benefit our customers as well — in the form of increased production capacity, larger training rooms and our new demonstration centre, for example.”
Horn USA is very excited about their future home!
They would love if you stopped back here to check in on their progress! The Horn USA construction camera was installed on September 11, 2019. The construction camera takes pictures at the top of every hour. An image taken within the past hour will load first. Feel free to use the camera controls to view any of the images that are archived and feel free to share this page. If the preview does not load, please visit the Horn USA public page on EarthCam.  |
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
March 2024
Categories
All
|






 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|