|
compiled and edited by Bernard Martin Knurling is a machining process used to create a textured pattern on the surface of a workpiece, primarily for enhancing grip, aesthetic appeal, or as a means of indexing. Two common methods employed in knurling are knurl cutting and knurl forming. While both processes achieve similar results, they differ significantly in terms of technique, applications, and outcomes. In this article, we will delve into the distinctions between knurl cutting and knurl forming to help you better understand when and why each method is used. 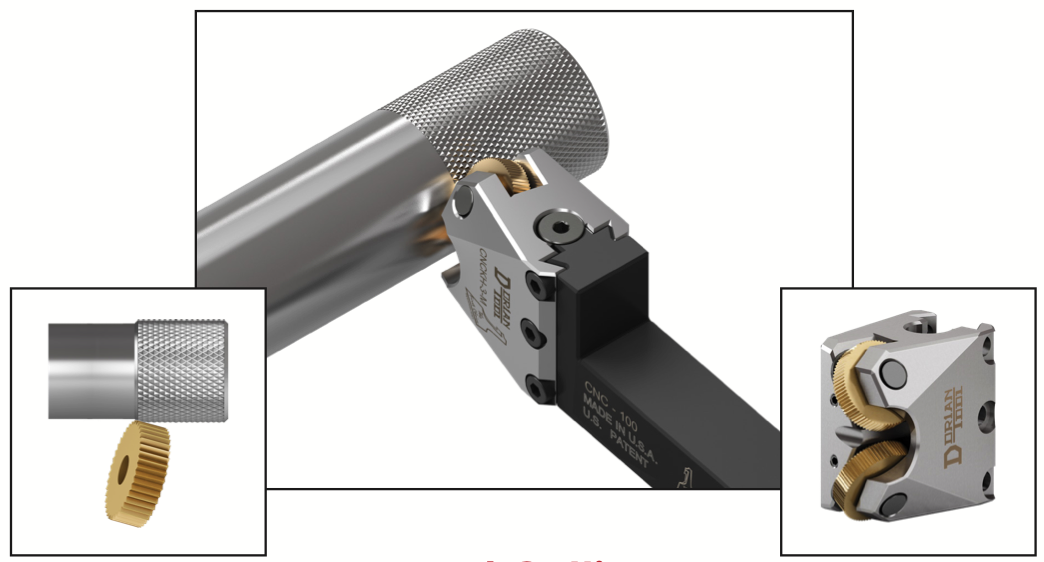 Knurl CuttingProcess Knurl cutting is a subtractive manufacturing process. It involves removing material from a workpiece to create the desired knurled pattern. This is typically done using a knurling tool that has sharp, hardened edges. As the tool rotates against the workpiece, it cuts into the material, forming ridges and grooves. Tooling Knurl cutting tools have teeth or serrations that cut into the material. These teeth come in various patterns and sizes, allowing for customization of the knurling design. The tool's sharp edges bite into the workpiece, displacing material to create the knurled texture. Applications Knurl cutting is ideal for materials that are harder and less malleable, such as stainless steel and hardened alloys. It is commonly employed in high-production environments where speed and efficiency are crucial. Advantages
Disadvantages
Cutting Type Knurling tools create a knurling pattern by material removal. The Cutting Knurling Process is performed when the knurling tool holds the knurling wheel with a lead angle that creates a sharp cutting edge. The Knurl Cutting Tool is engineered to reduce the pressure exerted onto the work piece and minimize stress to the spindle of the lathe during the operation. The Cutting Style Tool is the best for knurling any material, including hard and large size work pieces as well as, for thin wall tubing. The performance of the Dorian Tool Knurl Cutting Tool is up to 20 times faster than a conventional Knurl Forming Tool. Knurl FormingProcess Knurl forming, on the other hand, is a non-cutting or deformation process. It involves pressing or rolling a knurling tool against the workpiece's surface, displacing the material to create the knurled pattern. No material is removed during this process. Tooling Knurl forming tools have a smooth surface with the desired knurling pattern engraved onto them. These tools apply pressure to the workpiece, causing the material to deform and create the knurled texture. They are typically used in specialized knurling machines. Applications Knurl forming is often used when the material being worked on is soft or easily deformable. It is suitable for materials like plastics, brass, aluminum, and mild steel. Knurl cutting is also preferred when precise control over the knurling pattern and depth is required. Advantages
Disadvantages
In summary, the choice between knurl cutting and knurl forming depends on various factors, including the material being worked on, the desired knurling pattern, and the level of precision required. Knurl cutting offers greater control and customization but may generate more waste material. Knurl forming, on the other hand, is faster and more efficient, making it suitable for high-production settings, especially with harder materials. Understanding the differences between these two methods will help manufacturers select the most appropriate technique for their specific applications, ensuring the desired knurled texture is achieved efficiently and effectively. editors note: This article covers some of the questions that have been asked as a result of of previous article we posted: KNURL CUTTING VS KNURL FORMING
1 Comment
Double Tracking means that the knurling wheels are not tracking properly. In this situation, the knurling wheels will create a different pattern than the original design and may overlap or "double die"
There are two main causes of a knurling tool double tracking:
Dorian Tool has developed a “Knurling Calculator Spreadsheet” that can calculate all of the parameters to avoid double tracking. If you would like to request an electronic copy send us a note in the comments section below or, for faster results, in the form you get when you click the button below. We'll quickly get a spreadsheet sent over to you! Tech Tip: Dorian Tool Double Tracking means that the knurling wheels are not tracking properly.
In this situation, the wheels will create a different pattern than what the design was originally made for. There are two main causes of this scenario:
Dorian Tool Developed a “Knurling Calculator Spreadsheet” that can calculate all of the parameters to avoid double tracking. Request an electronic copy by emailing us at: sales@fltechnical.com |
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
March 2024
Categories
All
|
 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|