|
New optical workholding adhesives provide alternate solutions to the challenges of traditional holding methods written by Dan Billings & Shannon Osborn, Blue Photon The way optical workpieces are held during processing has changed little over the decades. During grinding and polishing, vacuum fixturing and adhesives such as wax, pitch, and epoxy resins have traditionally been used. The waxes and pitches are heated to reach a flowable state and are then applied to the fixture or part. Once the wax or pitch has cooled, the workpiece is placed into a holding device for processing. In both fixed and rotating applications, the vacuum is often applied with a rotary union. Once the workpiece is loaded into the fixture, the vacuum is turned on to allow the part to be pushed into the fixture by atmospheric pressure. The vacuum is turned off to remove or release the part.  Figure 1. Examples of vacuum fixtures. Courtesy of S.I. Howard Glass Co. While traditional methods have worked well, they are not without problems. Hot wax and pitch can lead to safety concerns for the people who use them. The vacuum, with seals and pumps that require regular repair and maintenance, can add additional cost and downtime (Figures 1 and 2). Unexpected loss of the vacuum during machining can be catastrophic to the workpiece and grinding wheel. Epoxy products can be time-consuming and difficult to remove. Furthermore, the part may require solvents or slow heating after processing to remove the epoxy, which can lead to longer cycle and setup times, as well as environmental issues related to the disposal of those solvents.  Figure 2. Preparing a work station for adhering glass workpieces with wax. Courtesy of S.I. Howard Glass Co. New adhesives A variety of newly available adhesives designed specifically for workholding can eliminate part movement during machining, can speed processing times, and can resolve other challenges created by traditional methods (Figure 3). UV-curable adhesives are well suited for holding parts during processing and they enable easy part removal and quick cleanup. High-viscosity adhesives, which can fill gaps between the surface of a part and fixture, supply strong holding power. If the optical material is transparent to UV light, the adhesive can be cured through the optical material in as little as 60 seconds. If the material does not transmit enough UV light to set off the curing process, then grippers are used and the UV light is transmitted through the gripper to cure the adhesive from the underside of the part. Grippers are patented, load-bearing, and light-transmitting fixture components that enable complete photoactivated adhesive curing.  Figure 3. A piece of flat glass processed by contour milling using a newer workholding adhesive. Courtesy of S.I. Howard Glass Co. New processes With new adhesives, traditional holding processes change. First, a thick layer of adhesive is applied between the part and holding device. Grippers are inserted into a fixture and can serve as the interface between the workpiece and holding device if needed. The workpiece is then secured to the grippers with the workholding adhesive, which is cured with UV light transmitted through the core of the gripper. The average tensile holding power of the gripper is between 200 and 605 lbs per adhesive joint and based on the size of the gripper selected. When the workpiece is loaded, UV light is either passed through the grippers or the workpiece material for 60 seconds to cure the workholding adhesive. Once cured, the workpiece is held in place securely, which allows for aggressive processing. The parts can then be removed from the holding device by hot water soak with a temperature between 170 and 200 ºF. The high temperature eliminates the need for toxic solvents and allows for faster release of the adhesive. Typical debonding time generally runs 2 to 5 minutes. Residual adhesive is easily removed by applying pressurized steam or hot water spray in conjunction with a gentle peeling action (Figure 4). 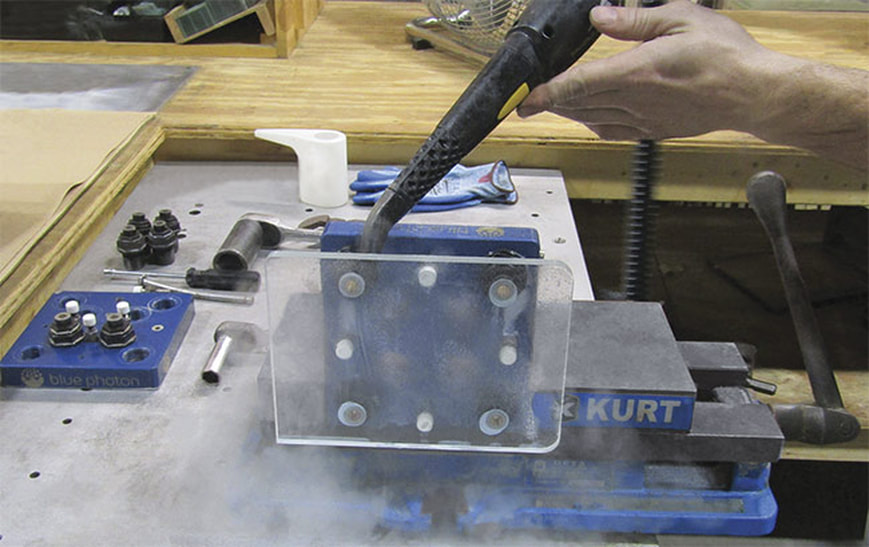 Figure 4. Debonding a workpiece from the workholding fixture with pressurized steam. Courtesy of S.I. Howard Glass Co. Tests have shown that the holding force produced by the adhesive and grippers can withstand the requirements of most machining applications. And the material removal rate can exceed expectations when compared to wax, resin, or mechanical clamps. In traditional circumstances, clamp pressure is often limited to avoid component damage.
Benefits New adhesives require significantly less preparation than wax, resin, or mechanical clamps, and setup times can be reduced by as much as 75%. For example, once a workholding adhesive is implemented, hours per day can be saved just by eliminating the waxing process, which includes several time-consuming steps: warming wax, mounting the workpiece on wax, allowing the wax to cool before machining, and degreasing wax to clean parts. New adhesives reduce setup times, eliminate scrap and toxins, enable the operator to have precise control between operations, and ensure the surface integrity of the optical workpiece. Meet the authors Dan Billings is president and CEO of Blue Photon Technology & Workholding Systems LLC. He has worked in manufacturing for more than 30 years in the aerospace, medical, optics, and additive manufacturing industries. He is also experienced with the challenges of holding difficult parts for machining. Shannon Osborn is marketing manager and works on product development at Blue Photon Technology & Workholding Systems. She has a bachelor’s degree in visual communications from Kendall College of Art and Design.
0 Comments
Leave a Reply. |
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
June 2024
Categories
All
|
 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|