|
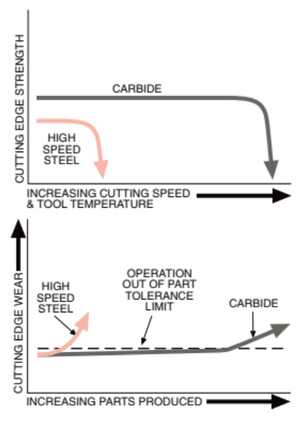
compiled and edited by Bernard Martin 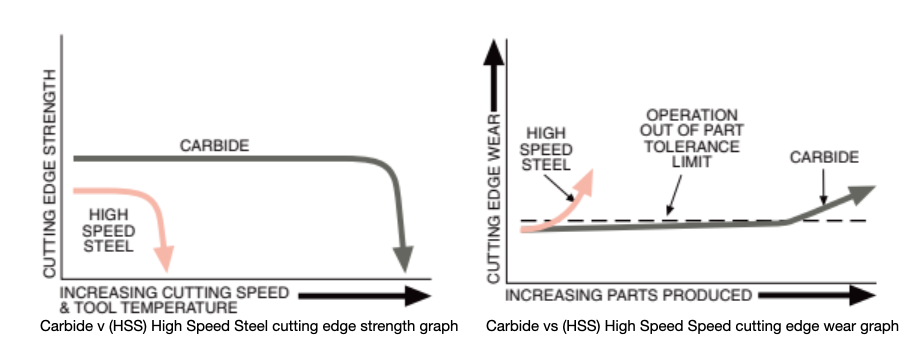 The choice between various materials can significantly impact performance, productivity, and cost-effectiveness in Metalcutting manufacturing. Among the materials commonly used for cutting tools, carbide-tipped tools have remained in prominence for their remarkable advantages when compared to solid carbide and high-speed steel (HSS) tools. In this article, based upon information supplied by Hannibal Carbide, we explore the distinctive benefits of carbide-tipped tools by comparing them to their solid carbide and HSS counterparts. Durability and Longevity One of the foremost advantages of carbide-tipped tools is their exceptional durability and longevity. These tools combine the best of both worlds, featuring a tough steel body with a carbide insert at the cutting edge. When compared to solid carbide tools, carbide-tipped tools often outlast them due to their ability to withstand high-impact applications. In contrast, HSS tools are more prone to wear and require frequent regrinding or replacement Versatility Carbide-tipped tools offer a remarkable level of versatility. The carbide inserts are available in various grades, each tailored to specific machining tasks. This adaptability allows users to choose the ideal carbide grade for their application, optimizing tool life and performance. In contrast, solid carbide tools, while highly capable in specific applications, lack the flexibility to adapt to various materials and machining conditions. HSS tools, though versatile, may not match the cutting speed and precision of carbide-tipped tools in demanding applications. Cutting Speed and Efficiency Carbide-tipped tools excel in cutting speed and efficiency, making them a preferred choice for high-production environments. The hardness of carbide allows for faster cutting speeds, which translates to reduced machining time and increased productivity. Solid carbide tools come close but may not always match the speed and efficiency of carbide-tipped tools, especially when it comes to demanding materials like stainless steel or hardened alloys. HSS tools, on the other hand, are often outpaced in terms of cutting speed and efficiency. Heat Resistance Heat resistance is a critical factor in machining, especially when working with materials that generate high temperatures during cutting. Carbide-tipped tools have superior heat resistance compared to HSS tools. The carbide can endure high temperatures without losing its cutting edge, ensuring consistent performance even under demanding conditions. Solid carbide tools have good heat resistance but may be prone to chipping or breakage when subjected to extreme heat, which is less of an issue for carbide-tipped tools. Cost-Effectiveness While the initial cost of carbide-tipped tools may be higher than HSS tools, their durability and longevity make them a cost-effective choice in the long run. Solid carbide tools, while durable, can be more expensive and may not justify their cost in all applications. HSS tools, although cheaper initially, may need more frequent replacements and regrinding, ultimately incurring higher costs over time. In the world of cutting tools, carbide-tipped tools stand out as a versatile, high-performance, and cost-effective solution. Their unique combination of a tough steel body with a carbide insert at the cutting edge offers durability, versatility, high cutting speeds, heat resistance, and cost savings. While solid carbide and high-speed steel tools have their merits in specific applications, carbide-tipped tools are the go-to choice for industries and machinists looking to maximize efficiency and quality across a wide range of machining tasks. Whether you're working with metals, plastics, or composites, carbide-tipped tools provide a winning edge in the world of precision cutting and machining. Advantages of Carbide Tipped |
 |
|
Advantages of CARBIDE TIPPED
VS.
SOLID CARBIDE ADVANTAGE
 Cracked solid carbide tool shatters
Cracked solid carbide tool shatters - Carbide grade selected for cutting characteristics - not compromised for structural strength
- Tipped tools usually cost less than solid carbide
- Often utilize specialty carbides not available in solid round forms
- Expensive carbide only used for cutting edge & chip forming surface
- More aggressive cutting edge geometries - shear, edge & rake angles
- A shattered solid carbide tool often damages the piece being machined
- Hardened tough alloy steel body provides superior structure to absorb shock loads
- Carbide cracks stopped in steel body pocket rather than shattering the entire tool
- Reduced scrap & machine downtime as even a cracked carbide tipped tool keeps cutting
- Carbide cracks stopped in steel body pocket rather than shattering the entire tool
ADVANTAGEs of CARBIDE TIPPED
VS.
CARBIDE INSERT
 Cracked carbide tipped tool keeps cutting
Cracked carbide tipped tool keeps cutting - Initial tooling costs far lower for carbide tipped tools
- Insert pocket interferes with chip flow
- Vibration-free brazed carbide tip permits higher feeds & speeds since inserts simply cannot be securely clamped to avoid all vibration problems
- Far better finish using carbide tipped tools
- Inserts are impractical for many operations such as reaming and most drilling
0 Comments
Leave a Reply.
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases.
Archive
June 2024
May 2024
April 2024
March 2024
February 2024
January 2024
December 2023
November 2023
October 2023
September 2023
August 2023
July 2023
June 2023
May 2023
April 2023
March 2023
February 2023
January 2023
December 2022
November 2022
October 2022
September 2022
August 2022
July 2022
June 2022
May 2022
April 2022
March 2022
February 2022
January 2022
December 2021
November 2021
October 2021
September 2021
August 2021
July 2021
June 2021
May 2021
April 2021
March 2021
February 2021
January 2021
December 2020
November 2020
October 2020
September 2020
August 2020
July 2020
June 2020
May 2020
April 2020
March 2020
February 2020
January 2020
December 2019
November 2019
October 2019
September 2019
August 2019
July 2019
June 2019
May 2019
April 2019
March 2019
February 2019
January 2019
December 2018
November 2018
October 2018
September 2018
August 2018
July 2018
June 2018
May 2018
April 2018
March 2018
Categories
All
52/96 Workholding
Adhesive Workholding
Aerospace Manufacturing
Allen Benjamin
ATC Alignment
Better Edge
Blue Photon
Blue Photon Grip Pallet
Boring
Broaching
Brubaker Tool
BT Holders
Carbon Fiber
Case Study
CAT Holders
Chamfering
Coatings
Collet Nut
Collets
Collets: Lathe
Composite Machining
Coolant Lines
Countersink
Dataflute
Deburring
Decatur Diamond
Definitions
Diamond CVD
Diamond PCD
Dorian Tool
Drilling
Eastec
End MIll
EZ Burr
Face Milling
Fixturing
F&L Technical Sales
Fretting
Geometry
GMN Spindle
Graphite Machining
Grooving
Guide Bushings
GWS Tool Group
Hannibal Carbide
Heimatec
Henninger
Heritage Cutter
High Speed Whirling
Hirt-Line
Hommel + Keller
Horn Supermini
Horn USA
Hydraulic Toolholder
IMTS
Inserts
JET Whirling
Knurl Cutting
Knurl Cutting
Knurl Forming
Knurling
Live Tooling
Mate Workholding
Medical Device
Medical Manufacturing
MegaFORCE
Modern Industries
ModLOC
MPower
Nexturn Swiss
North American
Parlec
Part Marking
Platinum Tooling
Practical Machinist
Pull Studs
Reamers
Recondition
Retention Knobs
REV Broaching
RMT - Rocky Mountain Twist
Screw Threads
ShrinkLOCKED
Slot Cutting
Slot Milling
SpeedLOC
Spindle Repair
Spindle Speeder
Spindle Wear
Swiss
Taps
Taps: Bottom
Taps: HSSE
Taps: Plug
Taps: Roll Form
Taps: Taper
Techniks
Techniks SPINner
Technocrats
Tech Tip
Tecnicrafts
Threadmilling
Toolholders
Troubleshooting
Turbo-Whirling
Turret
USMTO
Weldon Tool
Workholding
Zero Point
 RSS Feed
RSS Feed