|
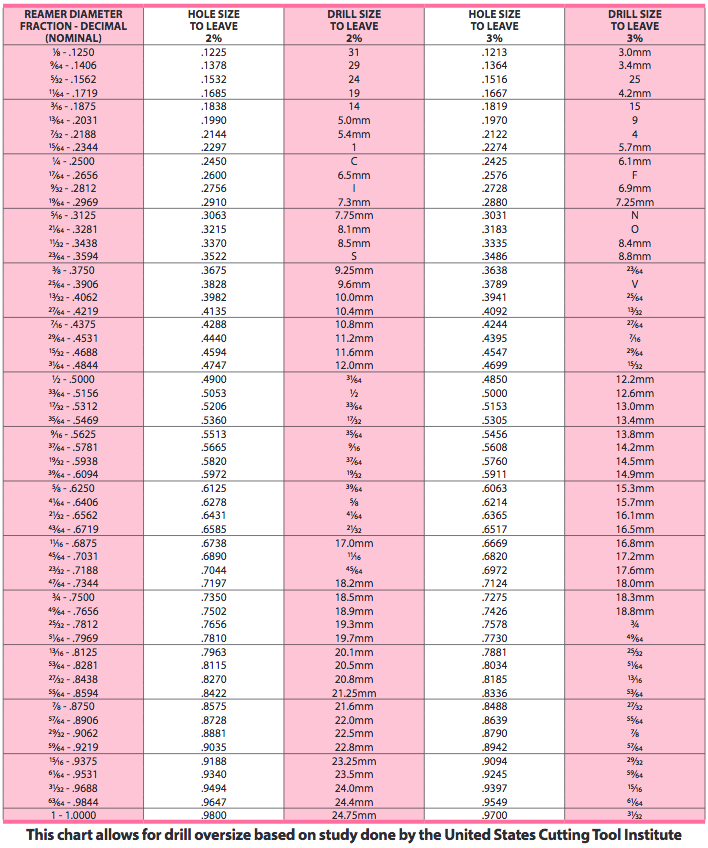
Tech Tip: Hannibal Carbide  Hannibal Carbide has compiled this guide to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing productivity. Selecting the right tool, proper stock removal and correct speeds and feeds are all important and covered here in the Hannibal Carbide Reamer Guide. "Ream it right the first time with Hannibal" Flute Styles Straight Flute Best suited for non-chip forming materials, i.e. cast iron, bronze and free cutting brass. Preferred hole condition would be a thru hole. Right Hand Spiral Designed to pull the chip out of the hole in a blind hole application.Due to aggressive flute geometry, a right hand spiral may cut slightly oversized.Effective in bridging interruptions, such as keyways, cross-holes, etc.Excellent in highly ductile materials. Left Hand Spiral Excellent in thru holes, as the flutes tend to push the chips out ahead of the reamer.Effective in bridging interruptions, such as keyways, cross-holes, etc.Good for reaming hard materials.Should provide the very best size and finish. Expansion Reamers Designed for high production runs in abrasive materials, when size or finish can be rapidly lost.Expand the diameter by turning the screw clockwise.The tool is now ready to be reground back to its original diameter and resharpened.This process should produce like new tool performance. Coolant Options Center Fed Coolant (axial) Center fed coolant design is used for blind hole reaming.Combine center fed coolant with right hand spiral for maximum chip clearing ability in highlyductile material. Flute Fed Coolant (radial) Flute fed coolant design is used for thru hole reaming.Effective in a cavity large enough for chip clearance.Flute fed coolant will flush the chips ahead of the reamer, providing the best hole size and finish.  OPTIMUM OPERATING CONDITIONS While developing optimum conditions will require some investment in time, it will be beneficial by reducing cycle times and getting the best possible tool life. There are several elements to evaluate in this section. These elements are key to maximizing tool efficiency Stock Removal 2%-3% of the reamer diameter will normally be appropriate stock removal when reaming.
Runout (TIR) Concerns One of the most overlooked areas in reaming.It is critical to the function of the tool to be running concentric with the machine spindle.Some of the most important areas to consider include:
Coolant Feeding Reamers Coolant induced thru the reamer should be utilitized when possible.Benefits include better finishes, superior tool life and the ability to increase speeds and feeds Speeds and Feeds Reaming is a finishing operation and the correct combination of speed and feed is critical to tool life. Proper speeds & feeds must be run to achieve size, straightness and finish. Tool Geometry and Carbide Grade Geometry may be altered to obtain optimum performance and extend tool life.Material specific carbide grades are beneficial in reaming material of a specific hardness & condition. Hannibal offers stocked material specific reamers in most all styles. DEVELOPING OPTIMUM |
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
June 2024
Categories
All
|
 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|