|
Tech Tips: Dorian Tool Installing a turret can give a real productivity boost for shops. With a CNC turret, more tools can be carried at one time. 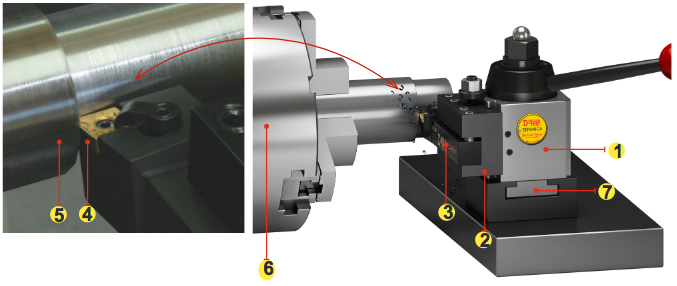 Turning Application with a Manual or CNC Toolroom Lathe 1.Quick Change Tool Post 2.Quick Change Turning and Facing Toolholder 3.Square Shank Toolholder 4.Insert 5.Workpiece 6.Chuck 7.Custom T-Nut The lathe is one of the oldest and most versatile machine tools. Few shops can do without the processing capability offered by the CNC lathe. Long before automatic toolchangers were applied to milling machines, the lathe had a multiple-tool configuration. The tool post gave lathe users the ability to select from several mounted tools and index them as needed during a turning cycle. Many CNC lathes are still offered with the manual tool post design. Shops can generally purchase these machines at very reasonable prices. Some shops have found a need to increase the flexibility of these lathes by adding an indexable turret in place of the manual tool post. 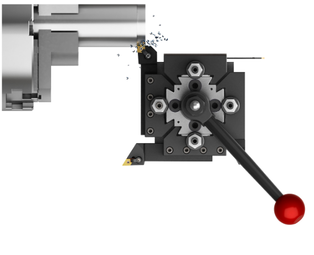 Installing such a turret can give a real productivity boost for shops running on Colchester, Harrison, Nardini, Bridgeport, Southwest Industries and other popular combination CNC lathes. With a CNC turret, more tools can be carried at one time. Programming the turret brings the right tool into the cut at the right time automatically. No stopping the machine to index a manually operated tool post is needed so cycle times are reduced for applications that use more than one tool. For many turning applications a manual tool post has sufficient capacity. But any shop that is looking for a through-put gain in their turning operation without a major investment in new machine tools, can benefit by considering installation of a CNC turret. The issue is more about processing efficiency than tool capacity, says lathe accessory maker, Dorian Tool (East Bernard, Texas). A turret configuration allows the machine tool to carry tools mounted in operation sequence. Sometimes turret tool capacity is sufficient for more than one job to run without a tooling setup in between. But significant production time is saved by the ability to automatically index the tool turret as part of the lathe's part processing program. The turret offered by Dorian Tool is a bi-directional unit. Indexing therefore takes the shortest part from one tool station to another. It's operated by a three-phase 220/380 volt 50/60 hertz electric motor through an anti-backlash gear drive. Tool position is controlled by an absolute encoder which tracks actual position of the tool station. The working position of the turret can be right or left hand depending on the unit location ahead of or behind the lathe's spindle axis. A proximity switch detects tool position and verifies turret lockup before a go signal is sent to the CNC. A three-piece Hirth-type coupling is used to hold the clamped turret radially. The turret indexes, station-to-station under one second. Fast index is achieved by not lifting the turret face. The entire indexing mechanism is housed in a Meehanite grade casting that helps damp cutting induced vibrations. Four standard sizes of turrets are available. They are 100, 120, 160 and 200 mm respectively. Toolholding capacities of eight or 12 stations are available in ID, OD or combined tooling configurations. Tool capacities range from 12 to 32 mm (1/2 to 1-1/4 inches). A VDI turret disk is available. Both turret disks have an integral coolant delivery system. Simple electrical and coolant connections easily interface with the lathe. If an indexable turret is the difference between a CNC lathe and a CNC turning center, then this accessory is a cost effective way to up-grade your lathes.
0 Comments
Leave a Reply. |
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
June 2024
Categories
All
|
 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|