|
How JJ Churchill is using Blue Photon Workholding Technology to meet their manufacturing needs. 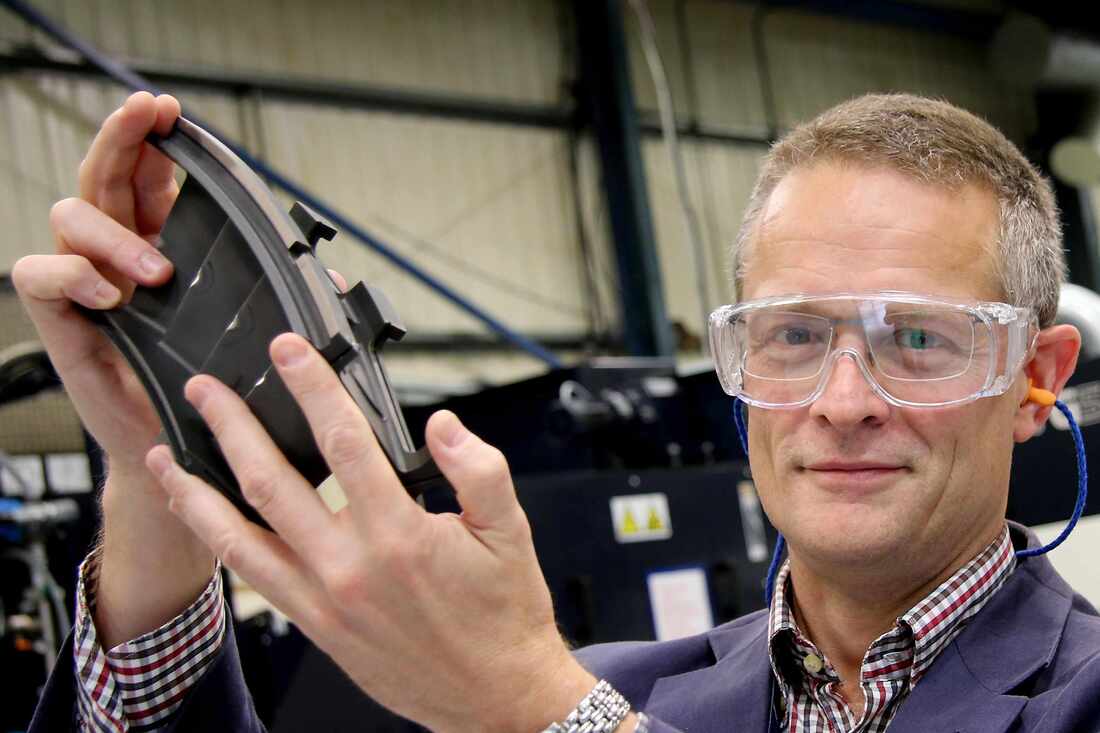 JJ Churchill’s Executive Chairman, Andrew Churchill discussed Blue Photon workholding. Mike Richardson meets JJ Churchill’s executive chairman, Andrew Churchill to hear about the latest developments of its aerofoil blade machining techniques with the help of a new workholding concept called Blue Photon. A first-tier expert in the production of gas turbine blades from forgings, castings and solid billet, JJ Churchill says it has halved machining operations on specific critical parts using Blue Photon technology – which is marketed in the UK and Europe by NCMT. Blue Photon technology enables engineers to realise benefits not possible previously with mechanical fixtures alone. JJ Churchill has utilised the Blue Photon technology in an innovative way to deliver huge productivity benefits for its customers. Here, the technology is applied to a titanium aluminide aerofoil blade component which is an extremely difficult material to fixture and machine. Blue Photon fixes the component to the workholding fixture with an adhesive, which when cured under UV light, is strong enough for the most rigorous machining techniques including 5‐axis CNC. The process is a replacement for encapsulation, providing reduced fixture complexity. “You can often see real value by looking outside your sector at the typical technologies used on the products you make instead of just within your supply chain – it’s what I call horizontal innovation,” begins JJ Churchill’s executive chairman, Andrew Churchill. “Workholding is a classic example, i.e. how well a company can drive its process and quality performance is directly connected to how well it can repeatedly, robustly and rigidly hold the workpiece it is machining, otherwise it will never achieve a process-capable machining solution. “We’re very interested in how we can best hold aerofoil blades. They possess a beautiful, sinuous shape, but are very difficult to clamp efficiently. Conventionally, a blade is secured using hard-point fixturing and a clamping solution which is expensive to make and has numerous drawbacks. Alternatively, the blade can be encapsulated by being placed in a mould and adding a low melting point metal or resin alloy, which takes it from a sinuous aerofoil shape to a solid block. This is expensive, and the design of the encapsulation fixturing is complex because it requires cooling water channels and electrical contacts, as well as moving parts and a decontamination at the end of the process.”
"A technique derived from prismatic machining, when exposed to UV light, the plastic polymer cross-links and sets. We pick up the datum points on the blade forging which allows us to use Blue Photon plastic glue to adhere a new set of datum points through a metal fixture with sapphire waveguides onto the blade. And because it’s a square shape, it can be clamped much more efficiently. After blade machining, the glued-on metal datum block is simply removed and the finished blade product is washed off with warm water. It’s a radical approach – we’ve taken Blue Photon’s licensee, NCMT’s intellectual property and developed the know-how for aerofoil manufacturing applications. “In terms of benefits, we no longer need to design a complex and expensive encapsulation fixture, we can machine more faces of the blade, we’ve removed the slow-melting alloy encapsulation and part decontamination processes. Combined with other novel manufacturing processes such as additive manufacturing removes substantial amounts of lead-time from the new product introduction (NPI) process. Typically, we remove a quarter of the lead-time and about a quarter of the cost of NPI on a blade using the combination of Blue Photon and additive manufacture of coordinate measuring machine (CMM) fixtures. It’s incredibly powerful because if you can respond rapidly to NPI, you stand a better chance of getting the volume work of an aero engine programme.” Time to meet your maker Once the blade root and tip have been machined, the workpiece is transferred to one of JJ Churchill’s Starrag LX051 5‐axis machining centres. The workpiece is held in specifically‐developed fixturing for the fast and effective complete machining of the aerofoil from forged blanks that are, at most, 5mm oversize. “We’ve had Starrag machines for well over ten years, but we work with a relatively small number of top-notch, global machine tool suppliers. It’s really important to develop a deep relationship with those suppliers. We will visit them at least once a year to get involved with their R&D activities, so that we understand what is coming through as potential opportunities. We could wait and see what the large OEMs are pushing in terms of technologies – or we can get aggressively involved, help them solve some of their problems and get the opportunity to be partner with them on some of the technical developments going forward. We’ve done this very successfully in a number of areas. “We usually get two years of advance notice of winning volume production contracts on any given programme. Volume production means building a bespoke cell, which requires investment and poses the question: in terms of single-piece flow, what is the best technology to drive global cost-competitiveness and process capability for this specific customer? We have a shortlist of potential machine tool suppliers where we can form a partnership, sign a non-disclosure agreement and put the supplier alongside our engineers to develop a proposal. This can form the basis of a long-term contract. We will then build the production cell and deploy it.” Machines talk to machines ll this talk of the potential volume production hints at product process capability and robust process stability. How much importance does Churchill place on Industry 4.0, automation and the advent of ‘smart tools’ in general?
"We produce gas turbine blades for engines that will be in service for decades. If we’re still making them the same way whilst competitor economies like Germany continue to drive the application of Big Data and Industry 4.0 as a productivity advantage, then the UK will eventually lose out. “More in the ‘here and now’ is automation. The use of robotics in a high labour cost economy will have its place – and the UK is a high labour cost economy. We’re looking at how we can link together our VIPER grinding centres and CMMs and automate them. The first step is a ‘pick and place’ robot: a robot arm and end-effector selects a turbine casting, places it on the grinding machine, removes it on completion and places it on the CMM. This offers some advantages but it’s not really earth-shattering. “The real value is gained with closed-loop adaptive machining. The robot does what I’ve just described, but when it gets to the CMM, the CMM talks to both it and the grinding machine and says for example, ‘this is a nonconforming blade, there is a material-on condition, so we need to re-program and postprocess back to the grinder and remove more material from these features’. Completely without human intervention, this closed-loop output from the CMM is fed back to the CNC grinder, regrinds that blade and re-measures it to establish that it now conforms. “This is adaptive machining. Even more exciting is where there are upper and lower feature control limits. If that feature is beginning to drift inside the upper and lower control limits, the operator will either take action or simply wait and see. However, in a closed-loop adaptive environment, if the feature begins to drift, the output from the CMM data linked into the VIPER grinding machine can adjust accordingly to make minute incremental offset changes and nurse it to hit closer to nominal all the time. This is what we will be doing and we’ve already designed a cell which is ready for the robots and designed with closed-loop adaptive machining in mind.” Adept at adaptation Churchill then poses a relevant question: what does this mean to employment? After all that has already been discussed, it doesn’t surprise me to hear him say that as a rapidly growing business, JJ Churchill will be re-deploying its employees internally and re-skilling them accordingly.
“Companies will need to accurately plan a growth curve so that they can redeploy their labour. We want to take the experience our workforce has gained over the years and keep it, but retrain and augment it with the kinds of skillsets that will be needed to get the most out of digital manufacturing.
“We will also be looking to ensure our apprentices join us with ‘digital-ready’ skills. We’ll need people with grinding skills and those of being able to interact with robotics and programming, whilst operators with lower skillsets can be employed to ensure the cell is fed with raw material. It will require huge changes in our industry’s skillsets and it’s one that we’re eyes wide open to, but it will be a challenge for our sector as a whole in moving forward.” www.jjchurchill.com www.ncmt.co.uk
0 Comments
Leave a Reply. |
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
June 2024
Categories
All
|



 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|