 NEW ENGLAND - F&L Technical Sales is excited to announce the addition of Rocky Mountain Twist Drill to our product offering. Rocky Mountain Twist Drill, RMT, manufactures standard twist drill including Jobber Drills, Maintenance Drills, Screw Machine Drills, Aircraft Extension Length Drills, Silver & Deming Drills, RMT also has a full line of taps including Hand Taps, Roll Form Taps, Spiral Point Taps and Pipe Taps. RMT, Rocky Mountain Twist Drill, is an industry leader in design, engineering and manufacturing of high performance cutting tools. Founded in 2001, Rocky Mountain Twist headquarters and 300,000 square foot manufacturing facility is located at the base of the Rocky Mountains in Ronan, Montana – a region known for great hunting, fly-fishing, four-season recreation, and now superior performance made in the USA industrial cutting tools.
0 Comments
As seen at IMTS 2022. Dorian Tool’s Jet-StreamTM Thru Coolant Cutting Tools use a patented thru-coolant locking clamp which is precisely aimed to direct high pressure, high velocity coolant exactly onto the cutting edge of the carbide insert, from a short distance of 1⁄4”. 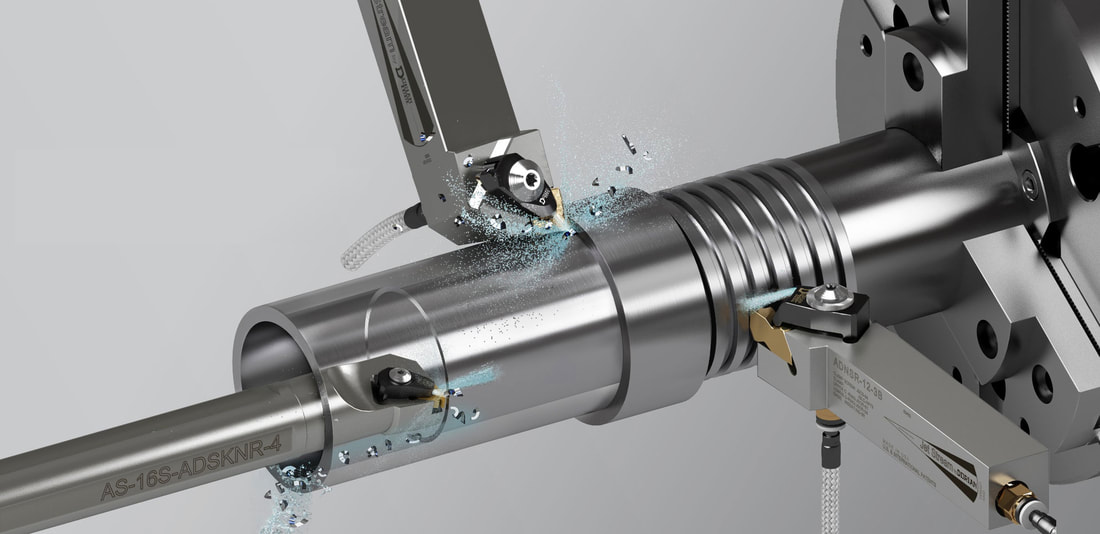 Dorian Tool Jet Stream through coolant system This controlled Jet-Stream coolant, directed onto the insert chip interface (right under the chip and over the insert cutting edge) will dissipate the generated heat very effectively as well as lubricate the cutting edge of the insert, causing the chips to hydroplane over the insert surface instead of adhering to it. As a result, the insert will operate at a constant low temperature, with a clean and undamaged cutting edge, changing the way metal is cut. Higher speeds and feeds can be achieved, with a better surface finish, tolerance control and machining performance. The insert life is extended up to 200%.  NEW ENGLAND - F&L Technical Sales is excited to announce our new partnership with Platinum Tooling Inc. based in Prospect Heights, IL. Platinum Tooling is the sole importer of live tools, angle heads, and multiple spindle tools manufactured by Heimatec as well as the Tecnicrafts Swiss Collet and Guide Bushing line, Henninger Spindle Speeders, and AMF Markers and Cleaners.
IMTS Preview of Products fRom Blue Photon, Dorian, Horn USA, Mate Workholding and Techniks.9/1/2022  It's that time of year for IMTS! Here's a preview of some of the products that are going to be featured during the International Manufacturing Technology Show September 12-17. You can see all of these new products and talk to the manufacturers in the Tooling & Workholding Systems Pavilion in the West Building Level 3. Blue Photon Workholding
Dorian Tool
Horn USA, Inc.
 Supermini Set. Horn USA is featuring the Supermini tool holder system with face clamping as a set, in response to customer requests for different tooling system heights. With this holder variant, clamping is not carried out via the lateral surface of the cutting insert but via a clamping wedge on the face. This results in a greater holding force on the insert and thus high rigidity of the entire system. This increases repeatability when changing the insert and provides better utilization of the available space. This is a big time saver on Swiss-type lathes, as the user can change the cutting insert without removing the tool holder.  New carbide grades for system DAH8 - Horn USA is expanding its range of carbide grades for its DAH milling system to enable its use for machining a wider range of materials. The new grades SC6A and IG6B complement the tool system for high-feed milling. The SC6A grade is suitable for machining the ISO M material group, as well as ISO S materials as a secondary application. Horn has developed the IG6B grade for machining the ISO P group, while it is also suitable as a multipurpose grade for other material groups. Mate Workholding
Techniks Tool Group
FEATURED PRODUCTS
If you would like to learn more about any of these products or to see a demonstration, get in contact with us and we'll set up some time with you to visit your shop!
Blue Photon’s Grip Pallets are designed for quick change and adhesive workholding of complex and hard-to-hold parts for EDM, grinding, inspection, laser and milling operations Edited by JENNY RUSH, Senior Managing Editor, Modern Machine Shop Blue Photon has added five Grip Pallets and three new inserts for 52- and 96-mm quick-change receiver systems. The addition enables more applications using existing fixturing systems in machining centers. Blue Photon Grip Pallets are designed to simplify how parts are loaded, reduce scrap and increase spindle uptime.
Blue Photon’s grippers are inserted into new external inserts, designed specifically for the Grip Pallets. The external inserts are available for use with small, medium and large grippers. The new inserts allow for simple installation of the grippers at the required height for maximum holding power.
The 150-mm square pallet is available in aluminum and steel with a 52-mm pattern for a quick change receiver that will hold up to nine grippers. The 225-mm square pallet is available in aluminum and steel with a 96-mm pattern for a quick change receiver that will hold up to 21 grippers. The 300-mm square pallet is available in aluminum with a 96-mm pattern for a quick change receiver that will hold up to 33 grippers. Each Grip Pallet includes two handles with multiple color choices and four spacers, with a 25.4-mm standoff that allows for the recommended nominal of 1-mm joint thickness between gripper and part. Optional clamp studs are available for both 52 mm and 96 mm patterns for 5th axis, Jergens, Lang and Mate systems. Part can be removed with a ¼ turn twist of the gripper or hot-water soak. Residual adhesive is removed by using a handheld steamer or a hot-water soak and a light peeling action.  Techniks is excited to announce that they have compiled 2D and 3D model files for each product available on www.techniksusa.com. That’s almost 4,800 total SKUs, 9,600 2D and 3D model drawings added for your convenience! The addition of downloadable CAD files is just the next phase in our continued development of our site to improve its user-friendliness. You can now find your specific drawings through directly searching for the part number in the “Drawings” section of the main menu or by navigating directly to the product page. Simply navigate to the appropriate product table, locate the item you need, and click on the drawing file format you require. You will see a links to the 2D DWG and 3D STP files in the right-hand columns. Option 1: DOwnload from the tab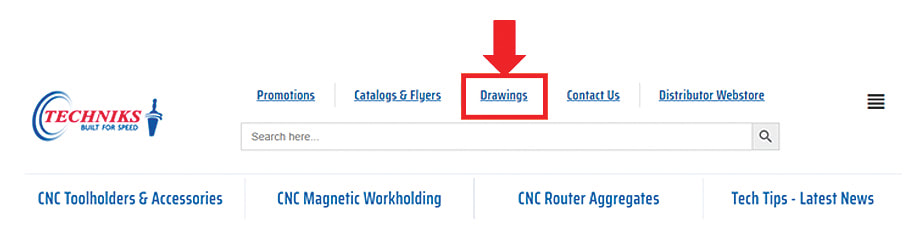 Just click on the DRAWINGS tab in the top navigation on the website Option 2: Download from the Item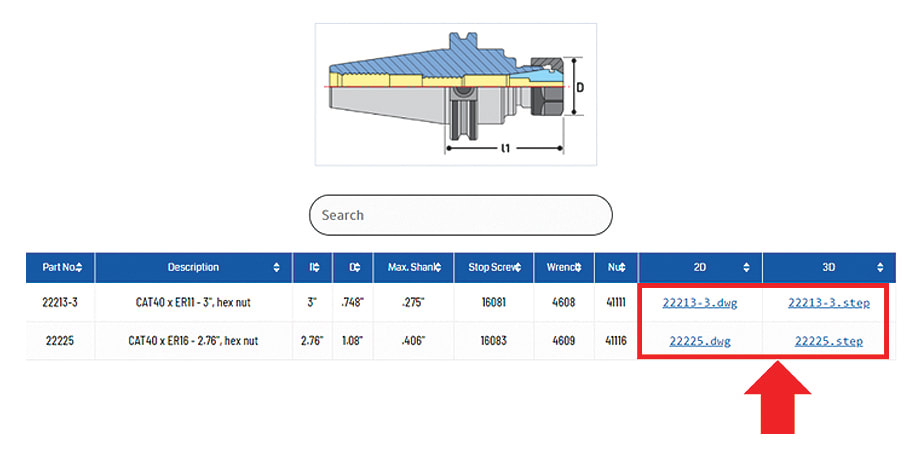 You can just click on the .dwg or .step file to begin the download right from the product page. Option 3: Download from Search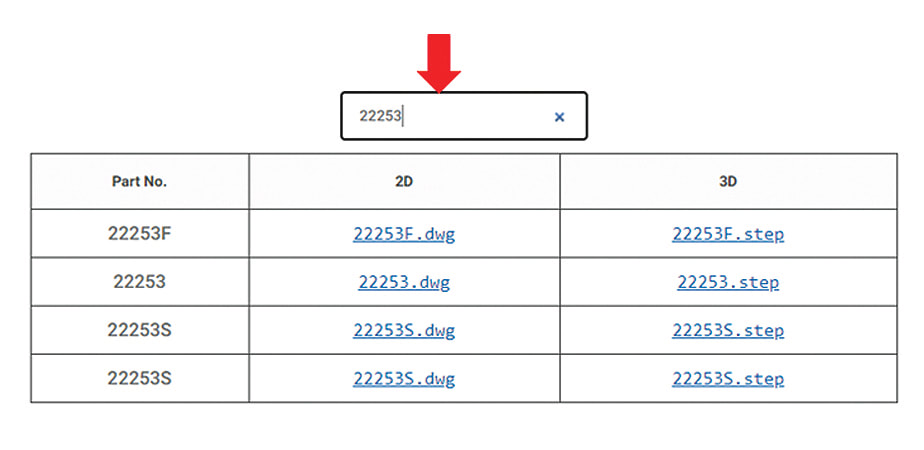 If you have the toolholder or packaging in hand, just type the EDP/ SKU/PART NUMBER in the search bar and you can download it from the results page. Can’t find what you’re looking for?
Techniks is adding more drawings every day, but if you do not find the drawings you need let them know at info@techniksusa.com and they'll prioritize your request to get you the drawings you need, FAST! As you begin to take advantage of their available CAD files, please don't hesitate to continue to provide feedback on your website experience. It’s been with your help that Techniks is able to provide the highest levels of customer service. Horn USA has introduced the new DR-Large modular reaming system for use in the machining of large bores.  Horn USA REAMING SYSTEM DR large Modular reaming for bore diameters up to 200 mm The latest DR tool offers easy handling and high-precision thanks to the proven technology of the DR system. The large number of cutting edges and high feed rates reduce cycle time and machining costs. Modular construction and solid carbide inserts offer the user exceptional flexibility. Tool setting is not necessary when exchanging the cutter’s head as HORN offers reconditioning service for the DR-Large system. The versatile and powerful interchangeable high-feed reamer is perfectly suited for finishing large bores from Ø140 mm (5.512”) to Ø200.2 mm (7.881”). The modular construction of the reaming tools can be extended to any length with beta module standard components. The beta module interface is ABS-compatible. HORN offers six types of cutter heads to cover the entire range of diameters in 10 mm (.394”) increments. All cutter heads are manufactured with internal through coolant to each cutting edge. The custom insert interface offers extreme precision and insert interchangeability within microns. High-precision, high-feed reaming is a very economical machining process compared to the boring of tight tolerance holes. The motivation behind DR-Large is the customer demand to replace large diameter tools with inserts brazed into a fixed position and tools that are diameter specific. The fixed tools require delicate handling, are often heavy, require skilled users, and present logistical challenges when replacing worn tools. HORN offers a perfect solution with the DR-Large pre-calibrated exchangeable reaming head.
Increase your factory productivity with the next generation 52/96 workholding system of vises, bases and mounts from Mate Precision Technologies.

A zero-point system, Mate 52/96 workholding is compatible with similar systems, including 52mm and 96mm four post pull stud configurations from Lang, Jergens, 5th Axis, Gerardi and others.
This new line maximizes holding power and offers best-in-class accuracy and repeatability. Mate’s quick change design reduces setup time and process variability. Watch the video to see how fast you can install and remove a Mate DynoGrip™ vise to a Mate DynoLock™ base. Make the switch to more productive and efficient workholding. Decatur Diamond CVD coated diamond tools are a perfect match for machining glass fiber composites. The very abrasive characteristics of composite materials severely limit the life of both carbide and PCD diamond tools.  Decatur Diamond carries a large variety of high performance cutting tools optimized for machining composite materials such as carbon fiber reinforced polymer (CFRP), glass fiber reinforced polymer (GFRP), and metal matrix composites (MMC). Tools with diamond on the surface wear longer and have a lower coefficient of friction. These characteristics provide substantial benefit to machining operations. Because CVD diamond tools last 10-50 times longer than carbide tools, and 3-4 times PCD diamond tools they:
The low friction of CVD diamond tools permit using speeds higher than both carbide and PCD – again contributing to higher productivity – with no degradation of the surface quality or tool life. The consistently sharp edge and lower friction allows delicate, thin wall sections to be machined quickly and precisely. The sharp and long wearing edge also puts lower stresses on the part, fixturing, and equipment. Since CVD diamond has no cobalt binder to break down or abrade away they offer the longest possible tool life. Glass fiber composites can be machined successfully with diamond coated endmills if resin melting and chip evacuation are carefully controlled. Observance of the following guidelines should yield tool lifetimes of approximately 10 times the equivalent carbide tool. Resin MeltingSpeeds and feeds must be adjusted to avoid melting or softening the resin in composite materials. This means that feeds must be 0.001” ipt or greater with larger diameters and speeds should be kept at 400-500 sfm for G10 or FR4 type materials. As the depth of cut increases the cutting speeds should be reduced to below 400 to minimize heat buildup in the chips. For shallow depths of cut, feeds can be up to 0.010” ipt for 1/2” diameter tools. Maximum feed rates are a function of the depth of cut and limited by the tool strength for a given diameter. Chip evacuationFor slot depths exceeding more than 1/2 the diameter of the endmill the evacuations of chips from the slot becomes extremely important. Failure to adequately remove chips can cause breakage of the carbide under the diamond film on the flute edge and subsequent catastrophic failure of the tool. The use of 2-flute tools and moderate-to-high feed rates is highly recommended to insure good chip flow. Air flow into the cut and vacuum evacuation of chips from the cutting area are also recommended. Additional life improvements can be obtained by using a corner radius or ball end tool for the initial cut and then following up with a square end tool with a much shallower cut to achieve the final dimensions. For side cutting applications there is also an issue with chip evacuation if the radial depth of cut exceeds 1/4 of the tool diameter for a 4-flute tool or 2/3 the diameter for a 3-flute tool. Maximum tool life and production rates are generally achieved with 2-flute tools operated at high feed rates for most side cutting applications. Machining Parameters: recommended parameters for sidecutting are listed in the following chart for various flute configurations. Recommendations are based on a cutting speed of 400- 500 sfm and a diameter of the tool greater than or equal to the material thickness. Larger radial depth of cuts are possible if the material is substantially thinner than the tool diameter. 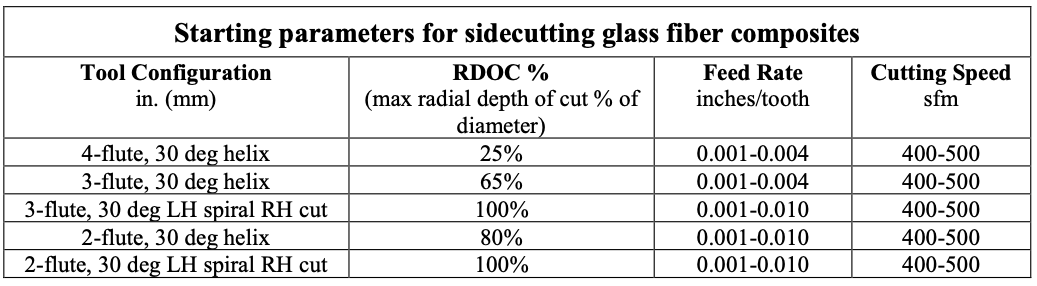 Machining Parameters: recommended parameters for slotting are listed in the following chart for various flute configurations. Recommendations are based on a cutting speed of 400-500 sfm and a full width slot which does not penetrate the full thickness of the material thickness. See sidecutting chart for slots which penetrate the full material thickness. 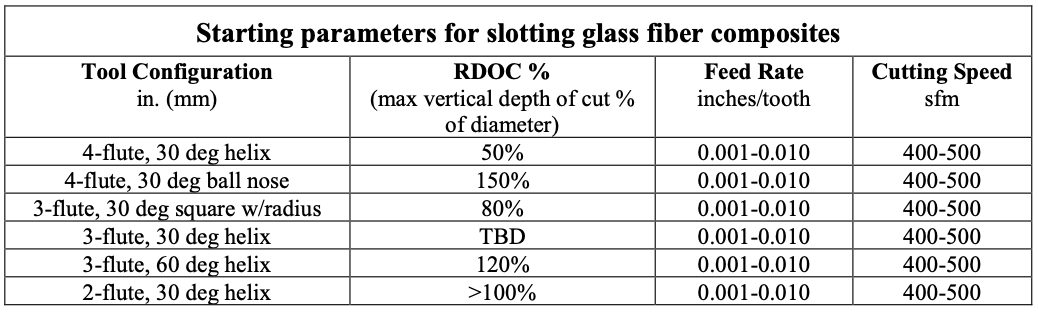 Note: VDOC’s greater than 100% of the tool diameter are listed for informational purposes only and are not recommended for normal operation Decatur Diamond carries a large variety of high performance cutting tools optimized for machining composite materials such as carbon fiber reinforced polymer (CFRP), glass fiber reinforced polymer (GFRP), and metal matrix composites (MMC).
Decatur Diamond products provide the opportunity to machine large parts while minimizing tooling changeovers and ultimately reducing your costs. They can tailor our super hard materials for the challenges at hand with coated CVD, CVD and PCD fabricated tools. Contact us with quesitons! Dorian Tool has some very detailed technical information in their Solution Tool catalog to address deep hole boring. First we're going to list the fundamental rules of selecting the correct boring bar and then take a deeper dive into the fundamentals of troubleshooting. If you want more information, technical specifications and much more detailed information on troubleshooting you can download the Solution Tool catalog below.  DEEP HOLE BORING |
ABOUT
This is where we publish technical articles, applications stories, tip and tricks, new product announcements and press releases. Archive
March 2024
Categories
All
|





 RSS Feed
RSS Feed
|
|
F&L Technical Sales Inc.
326 Woodland Way Russell, MA 01071 Established 1999
|
© 2024 F&L Technical Sales Inc.
All Rights Reserved site design: Rapid Production Marketing
|